Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 420)
Страница 174
150
6 Программирование: программирование контуров
6.4
Движ
ения
по
траект
о
рии
–
пр
ям
о
у
го
льные
к
оор
динаты
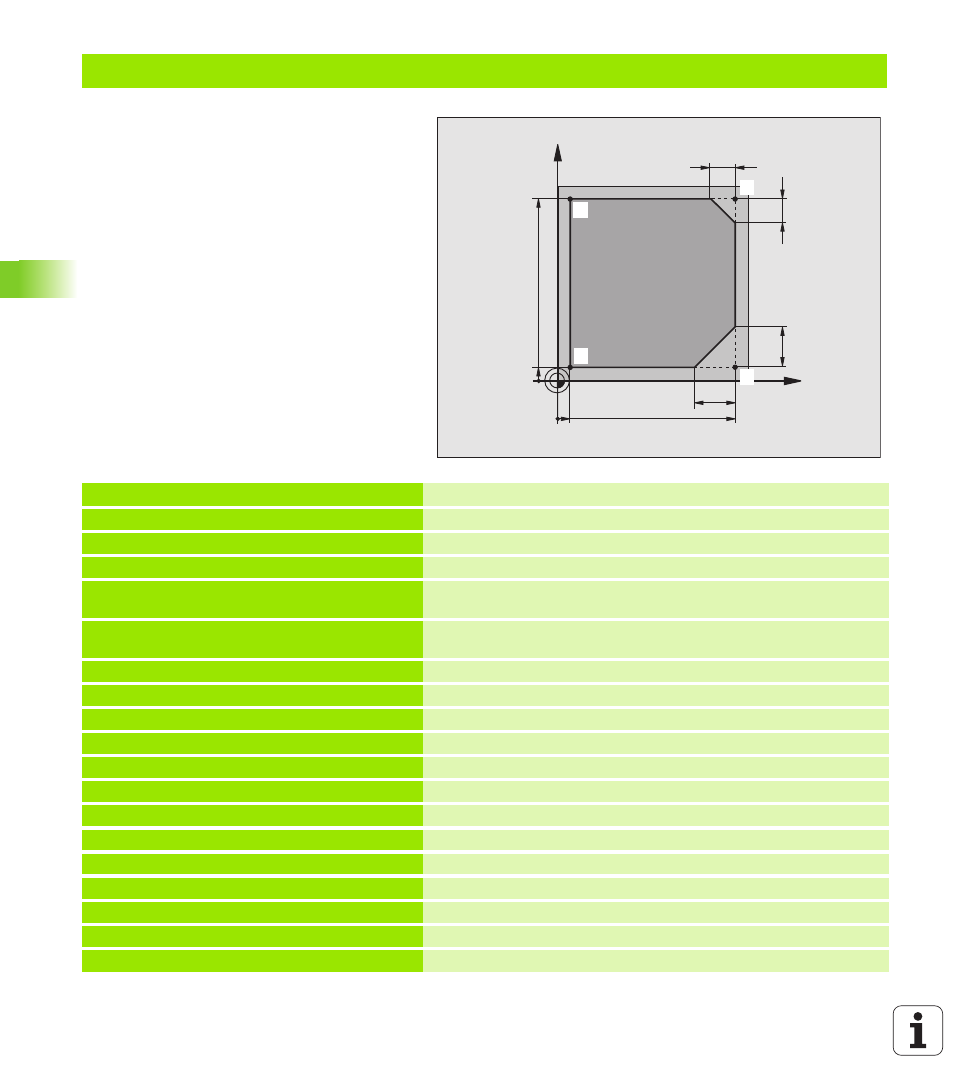
Пример: Пример: движения прямых и фаски картезиански
0 BEGIN PGM LINEAR MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
Дефиниция загатовки для графического моделирования обработки
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+10
Дефиниция инструмента в программе
4 TOOL CALL 1 Z S4000
Вызов инструмента с осью шпинделя и частотой вращения
шпинделя
5 L Z+250 R0 F MAX
Свободное перемещение инструмента по оси шпинделя на
ускоренном ходе FMAX
6 L X-10 Y-10 R0 F MAX
Предпозиционирование инструмента
7 L Z-5 R0 F1000 M3
Перемещение на глубину обработки с подачей F = 1000 мм/мин
8 APPR LT X+5 Y+5 LEN10 RL F300
Наезд контура в точке 1 по прямой с
тагенциальным примыканием
9 L Y+95
Наезд точки 2
10 L X+95
Точка 3: первая прямая для угла 3
11 CHF 10
Программировать фаску длиной 10 мм
12 L Y+5
Точка 4: Точка 4: вторая прямая для угла 3, первая прямая для угла 4
13 CHF 20
Программировать фаску длиной 20 мм
14 L X+5
Наезд последней точки контура 1, вторая прямая для угла 4
15 DEP LT LEN10 F1000
Отвод от контура по прямой с тангенциальным примыканием
16 L Z+250 R0 F MAX M2
Свободный ход инструмента, конец программы
17 END PGM LINEAR MM
X
Y
95
5
95
5
10
10
20
20
1
1
1
2
1
3
4