4 тр ё хм ер н ая к оррекция инстр умента – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 420)
Страница 143
HEIDENHAIN iTNC 530
119
5.4
Тр
ё
хм
ер
н
ая
к
оррекция
инстр
умента
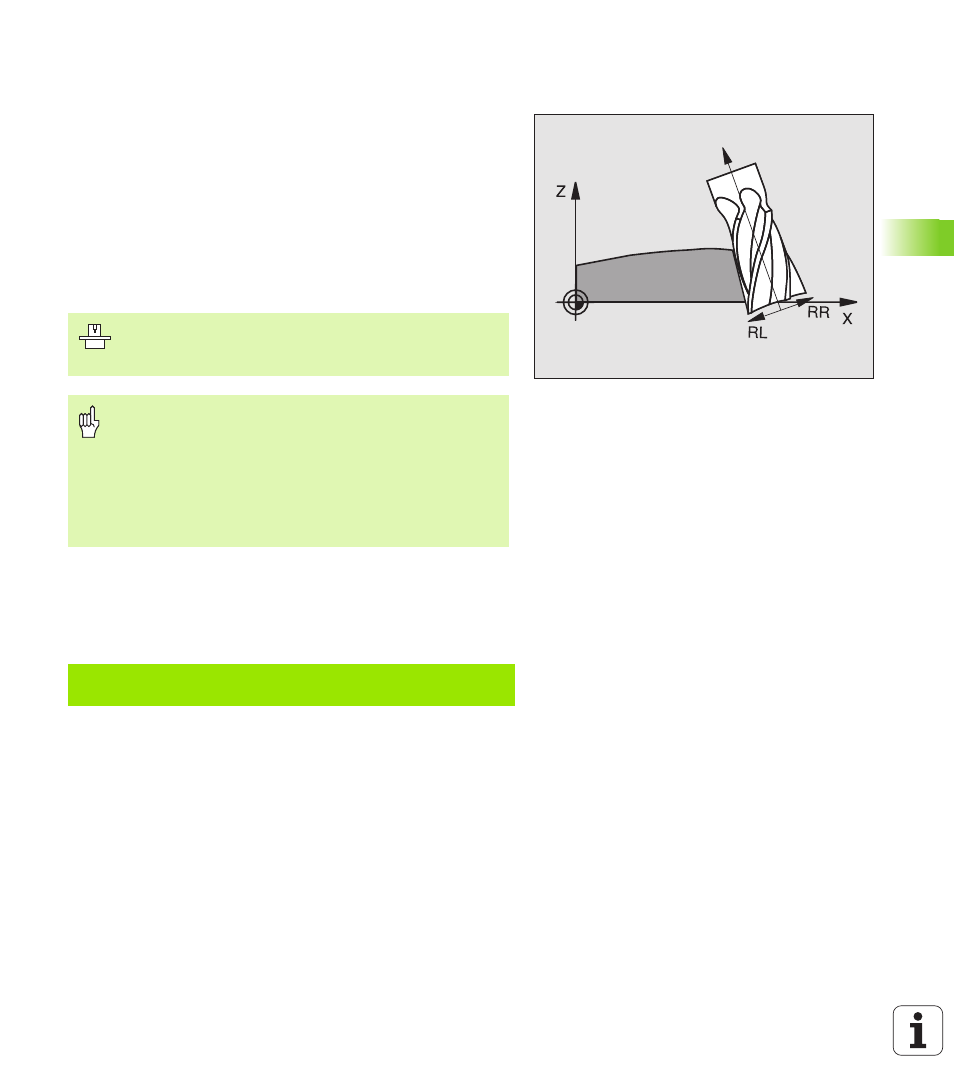
Peripheral Milling: 3D-коррекция радиуса с
ориентацией инструмента
УЧПУ смещает инструмент вертикально к направлении движения
и вертикально к направлении инструмента на сумму значений
дельта DR (таблица инструментов и TOOL CALL). Направление
коррекции назначаете с помощью коррекции радиуса RL/RR
(смотри рисунок справа вверху, направление движения Y+).
Чтобы УЧПУ могло достигнуть заданную ориентацию
инструмента, Вы должны активировать функцию M128 (смотри
“Сохранить позицию вершины инструмента при
позиционировании осей наклона (TCPM*): M128” на странице
198). УЧПУ позиционирует тогда оси вращения станка
автоматически так, что инструмент достигает заданную
ориентацию с помощью активной коррекции.
Ориентацию инструмента можете определить двумя способами:
В LN-записи вводя компоненты TX, TY и TZ
В L-записи вводя координаты осей вращения
Пример: Формат предложения с ориентацией инструмента
УЧПУ не может позиционировать автоматически осей
вращения на всех станках. Обратите внимание на
информацию в инструкции облуживания станка.
Опасность столкновения!
В случае станков, которых оси вращения допускают
только ограничённую зону перемещения, могут
выступит движения при автоматическом
позиционировании, требующие на пример 180°-
поворота стола. Обратите внимание на опасность
столкновения головки с загатовкой или с зажимными
приспособлениями.
1 LN X+31,737 Y+21,954 Z+33,165
TX+0,0078922 TY–0,8764339 TZ+0,2590319 F1000 M128
LN:
Прямая с 3D-коррекцией
X, Y, Z:
Корригированные координаты конечной точки
прямой
TX, TY, TZ: Компоненты нормированного вектора для
ориентации инструмента
F:
Подача
M:
Дополнительная функция