Нарезание резьбы радиальное, 7 цик л ы св ер л е ния – Инструкция по эксплуатации HEIDENHAIN SW 68894x-02
Страница 311
HEIDENHAIN CNC PILOT 640
311
4.7
Цик
л
ы
св
ер
л
е
ния
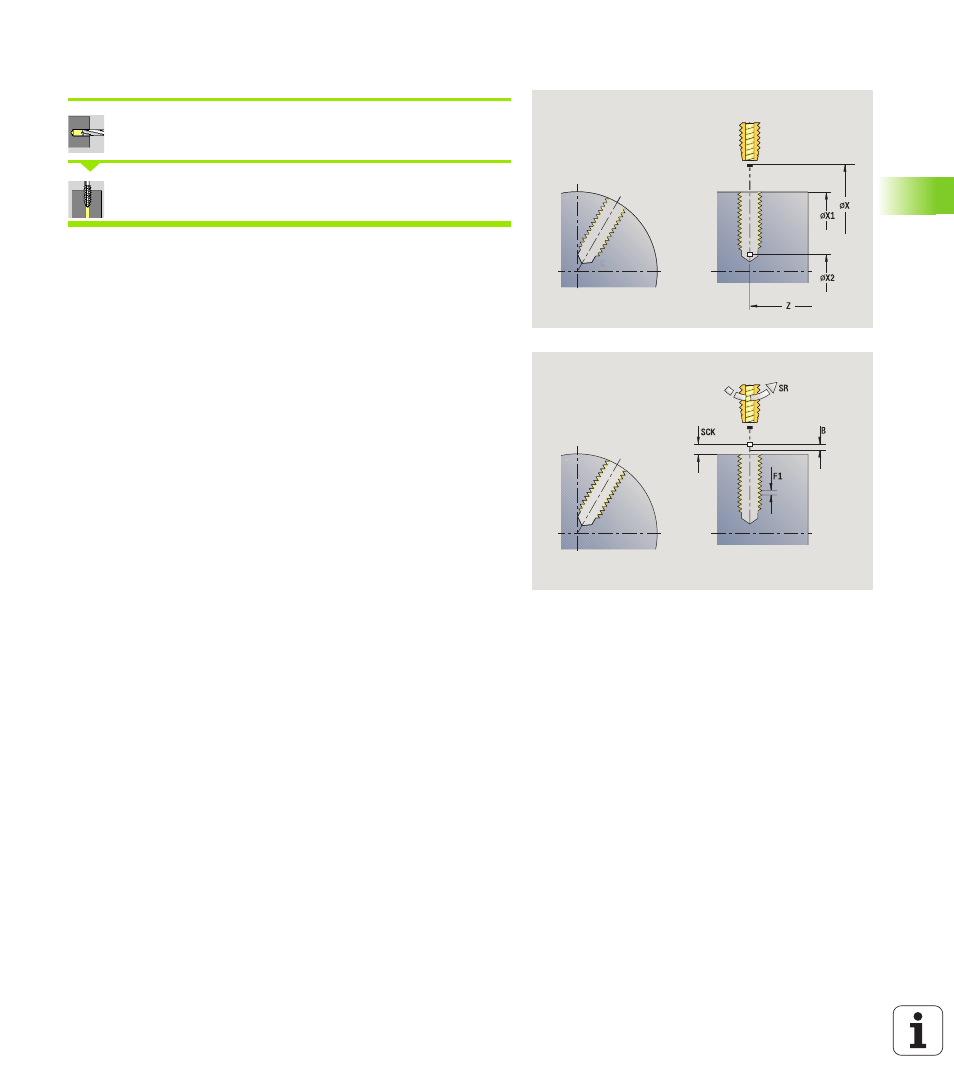
Нарезание резьбы радиальное
Выберите Сверление
Выберите Нарезание резьбы радиальное
Цикл нарезает резьбу на боковой поверхности.
Значение длины выхода: используйте этот параметр при цанговых
зажимах с компенсацией длины. На основе глубины резьбы,
запрограммированного шага и "длины выхода" цикл рассчитывает
новый номинальный шаг. Номинальный шаг немного меньше
шага метчика. При выполнении резьбы сверло вытягивается из
зажимного патрона на "длину выхода". Таким образом
достигается более длительный срок службы метчиков.
Параметры цикла
X, Z
Начальная точка
C
Угол шпинделя (позиция оси C) – (по умолчанию:
текущий угол шпинделя)
X1
Стартовая точка отверстия (по умолчанию:
отверстие от "X")
X2
Конечная точка отверстия
F1
Шаг резьбы (= подача) (по умолчанию: подача из
описания инструмента)
B
Длина захода для достижения
запрограммированного числа оборотов и подачи (по
умолчанию: 2 * шаг резьбы F1)
SR
Частота вращения при отводе для быстрого отвода
(по умолчанию: такая же скорость вращения, как и
при нарезании резьбы)
L
Длина выхода при использовании цанговых зажимов
с компенсацией длины (по умолчанию: 0)
SCK
Безопасное расстояние (смотри страница 134)
G60
Защитная зона – деактивирует защитную зону для
процесса сверления
0: активна
1: неактивна
G14
Точка смены инструмента (смотри страница 134)
T
Номер места револьверной головки
Ид. номер Идентификационный номер (ID) инструмента
S
Частота вращения/Скорость резания
MT
M после T: М-функция, которая выполняется после
вызова инструмента Т.
MFS
М в начале: М-функция, которая выполняется в
начале шага обработки.