Сверление глубоких отверстий аксиальное, 7 цик л ы св ер л е ния – Инструкция по эксплуатации HEIDENHAIN SW 68894x-02
Страница 303
HEIDENHAIN CNC PILOT 640
303
4.7
Цик
л
ы
св
ер
л
е
ния
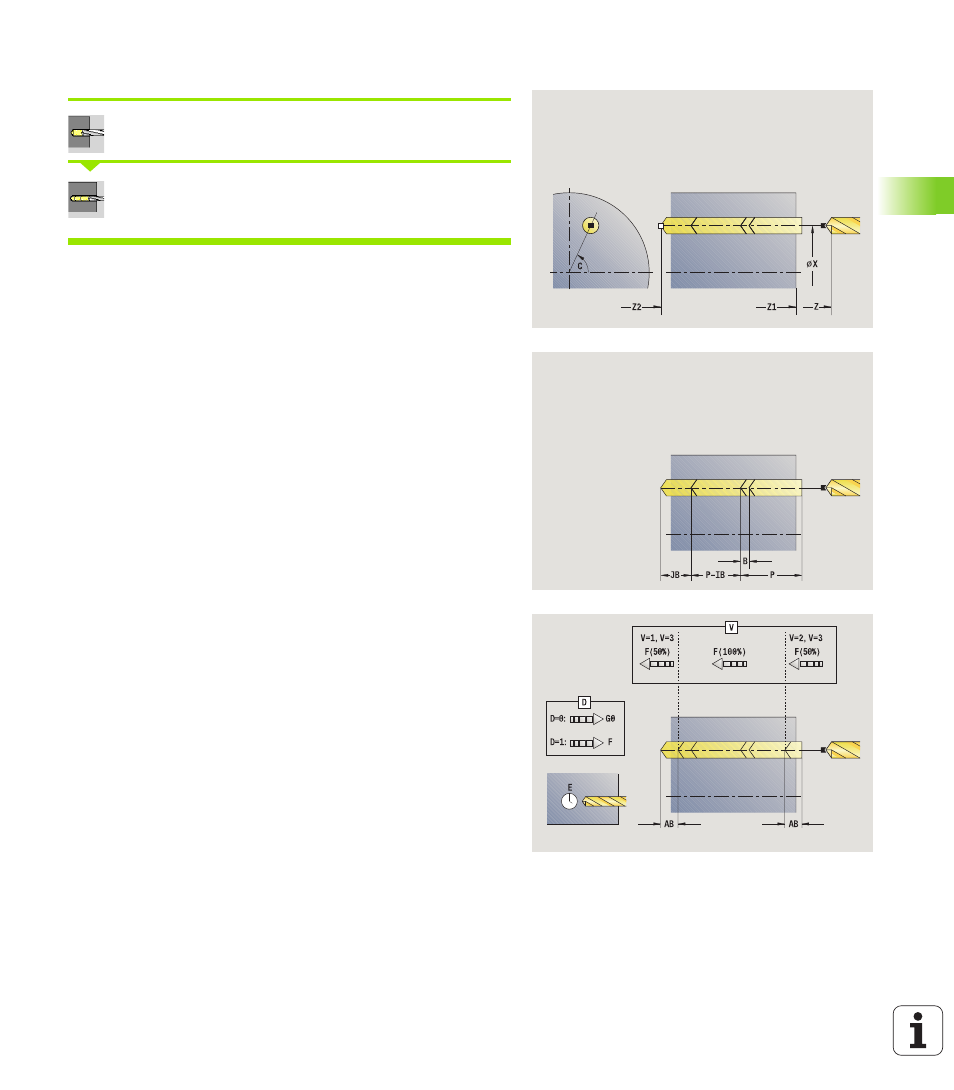
Сверление глубоких отверстий аксиальное
Выберите Сверление
Выберите Сверление глубоких отверстий
аксиальное
Цикл выполняет – в несколько ступеней – отвнрстие на торцевой
поверхности. После каждого шага сверло отводится и после
выдержки подводится на безопасное расстояние. Определяйте
первую ступень сверления при помощи 1-ой глубины сверления.
Каждая следующая ступень сверления уменьшается на
редукционное значение глубины сверления, где значение
минимальной глубины сверления не превышается.
Параметры цикла
X, Z
Начальная точка
C
Угол шпинделя (позиция оси C)
Z1
Стартовая точка отверстия (по умолчанию:
отверстие от "Z")
Z2
Конечная точка отверстия
P
1. глубина сверления (по умолчанию: сверление без
прерывания)
IB
Значение уменьшения глубины сверления (по
умолчанию: 0)
JB
Минимальная глубина сверления (по умолчанию: 1/
10 от P)
B
Расстояние возврата (по умолчанию: возврат в
"начальную точку отверстия")
E
Выдержка времени для выхода из материала в конце
отверстия
(по умолчанию: 0)
D
Возврат – скорость возврата и подача на врезание в
пределах отверстия (по умолчанию: 0)
0: ускоренный ход
1: подача
AB
Длина рассверливания и просверливания (по
умолчанию: 0)
V
Длина рассверливания и просверливания (по
умолчанию: 0)
0: без уменьшения подачи
1: уменьшение подачи в конце отверстия
2: уменьшение подачи в начале отверстия
3: уменьшение подачи в начале и в конце
отверстия
G14
Точка смены инструмента (смотри страница 134)
T
Номер места револьверной головки