Функция g860 дополнена парам, 5 цик л ы прорезки – Инструкция по эксплуатации HEIDENHAIN SW 68894x-02
Страница 255
HEIDENHAIN CNC PILOT 640
255
4.5
Цик
л
ы
прорезки
Токарная прорезка ICP радиально, чистовая
обработка
Выберите Циклы прорезки
Выберите Прорезное точение
Выберите Токарную прорезку радиально ICP
Активируйте клавишу Softkey Проход чистовой
обработки
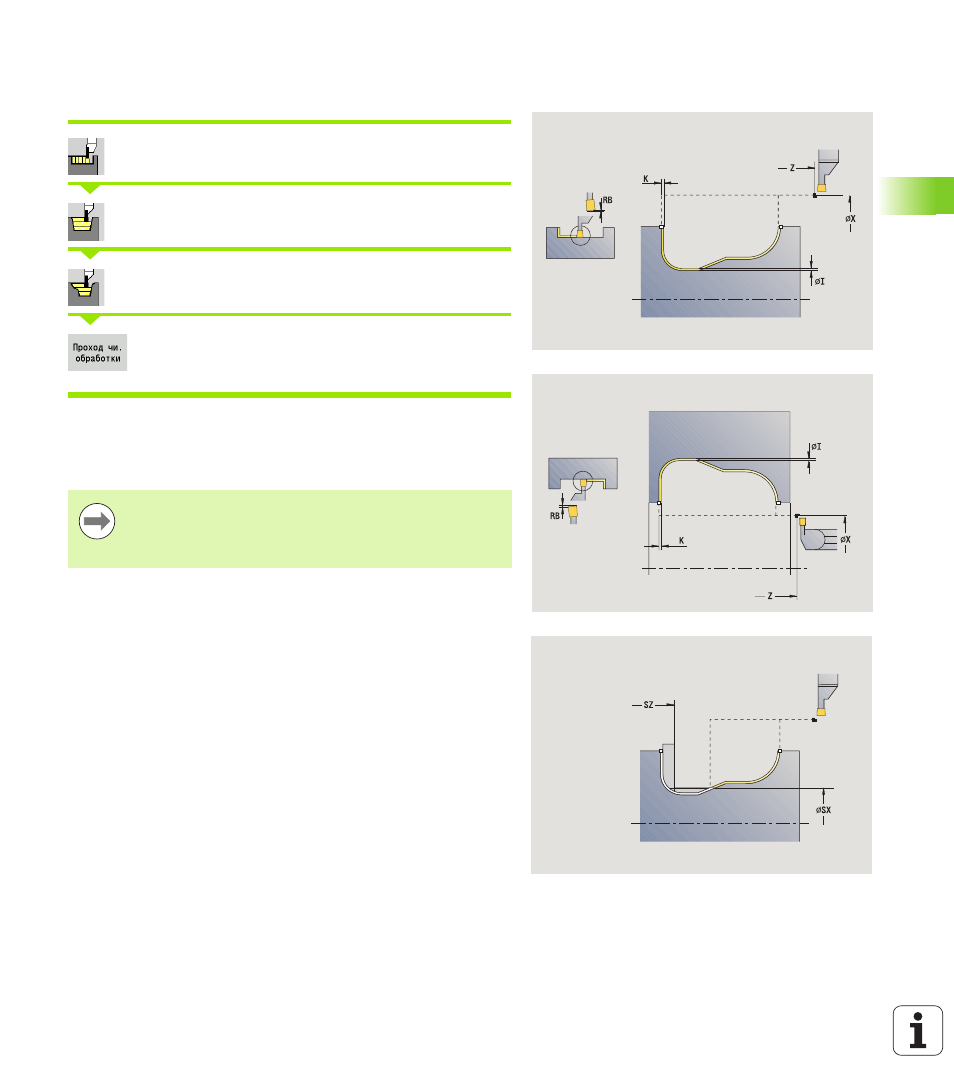
Цикл выполняет чистовую обработку описанного в ICP-контуре
сегмента контура (см. также “Токарная прорезка” на
странице 235). Инструмент возвращается в конце цикла к точке
старта.
Припуски заготовки I, K задают материал, который
обрабатывается снятием стружки в цикле чистовой
обработки. Поэтому задайте припуски при чистовой
токарной прорезке.
Параметры цикла
X, Z
Начальная точка
FK
ICP-готовая деталь: имя обрабатываемого контура
RB
Коррекция глубины точения
I, K
Припуск X, Z
SX, SZ
Ограничения прохода (смотри страница 134)
G14
Точка смены инструмента (смотри страница 134)
A
Начальный угол определяет область обработки
начальной точки контура
W
Конечный угол определяет область обработки
конечной точки контура
T
Номер места револьверной головки
Ид. номер Идентификационный номер (ID) инструмента
S
Частота вращения/Скорость резания
F
Подача на оборот
G47
Безопасное расстояние (смотри страница 134)
MT
M после T: М-функция, которая выполняется после
вызова инструмента Т.