Ход цикла, Din/iso: g290)” на странице 333), Смотри „точение с интерполяцией (опция по – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (60642x-04) Cycle programming
Страница 333: Цикл 290, din/iso: g290)” на странице 333)
HEIDENHAIN iTNC 530
333
12.7
ТО
Ч
Е
Н
И
Е
С
ИНТЕРПО
Л
ЯЦИЕЙ
(
опция
ПО
,
цик
л
290, DIN/ISO:
G290)
12.7 ТОЧЕНИЕ С
ИНТЕРПОЛЯЦИЕЙ (опция ПО,
цикл 290, DIN/ISO: G290)
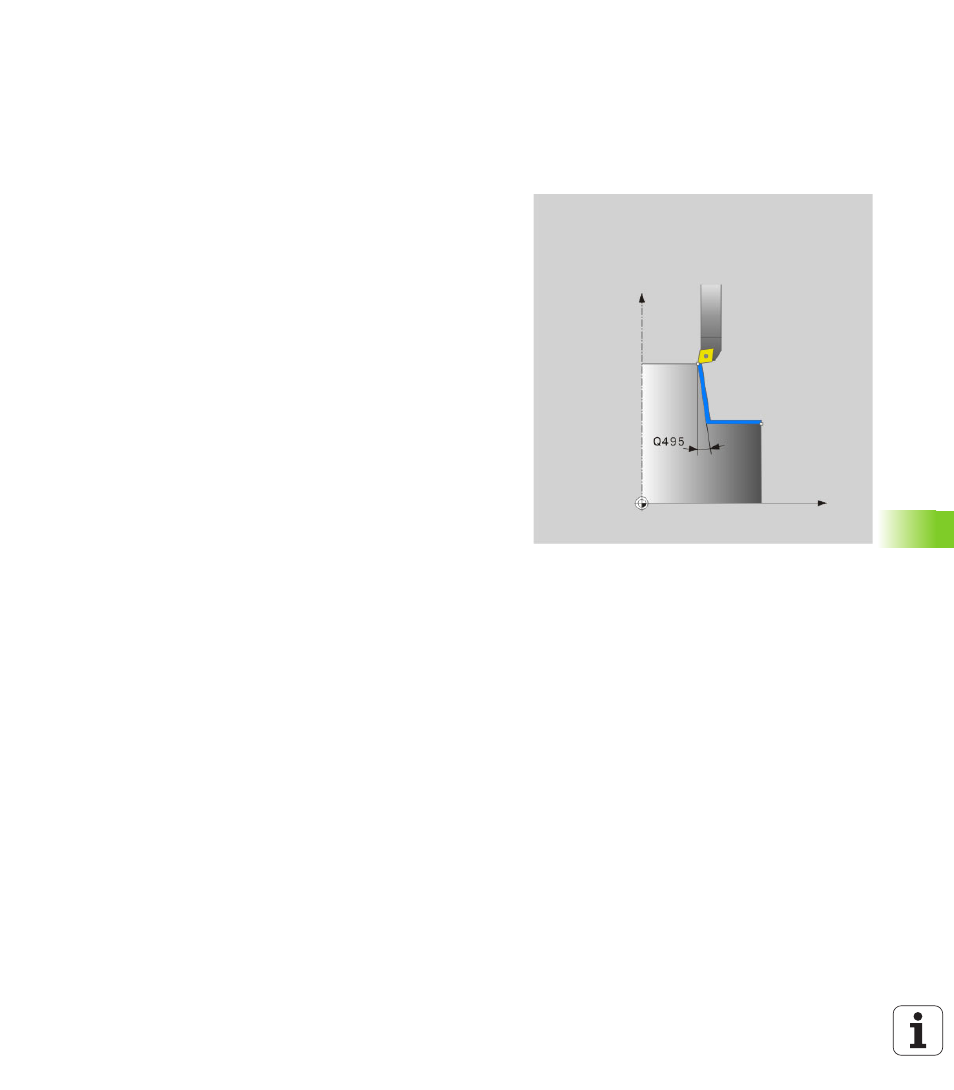
Ход цикла
Этот цикл позволяет создавать осесимметричный уступ или
прорезку в плоскости обработки, заданные с помощью начальной
и конечной точек (смотри также „Возможные варианты обработки”
на странице 337). Центром вращения является начальная точка
(XY) при вызове цикла. Плоскости вращения можно наклонять и
скруглять друг относительно друга. Плоскости можно создавать
как с помощью точения с интерполяцией, так и с помощью
фрезерования.
При точении с интерполяцией заготовка не вращается.
Инструмент выполняет вращательное движение на главных осях
X и Y. Одновременно система ЧПУ подводит шпиндель S таким
образом, что режущая кромка токарного резца всегда направлена
к центру вращения заготовки. Поэтому можно использовать цикл
290 даже на трехосевом станке.
Центр обработки не должен находиться в середине круглого
стола. Установите центр через позицию инструмента при вызове
цикла.
1 ЧПУ позиционирует инструмент на безопасную высоту в
начальную точку обработки. Она получается путем плавного
продления начальной точки контура на длину безопасного
расстояния.
2 Система ЧПУ создает заданный контур с помощью точения с
интерполяцией. При этом главные оси плоскости обработки
описывают движение по окружности, в то время, как ось
шпинделя проходит перпендикулярно поверхности.
3 В конечной точке контура система ЧПУ перемещает
инструмент на безопасное расстояние по перпендикуляру.
4 Затем ЧПУ позиционирует инструмент на безопасную высоту