Параметры цикла – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (60642x-04) Cycle programming
Страница 154
154
Циклы обработки: фрезерование карманов / островов / канавок
5.3
КР
УГ
ЛЫЙ
КАР
М
АН
(
цик
л
252, DIN/ISO:
G252)
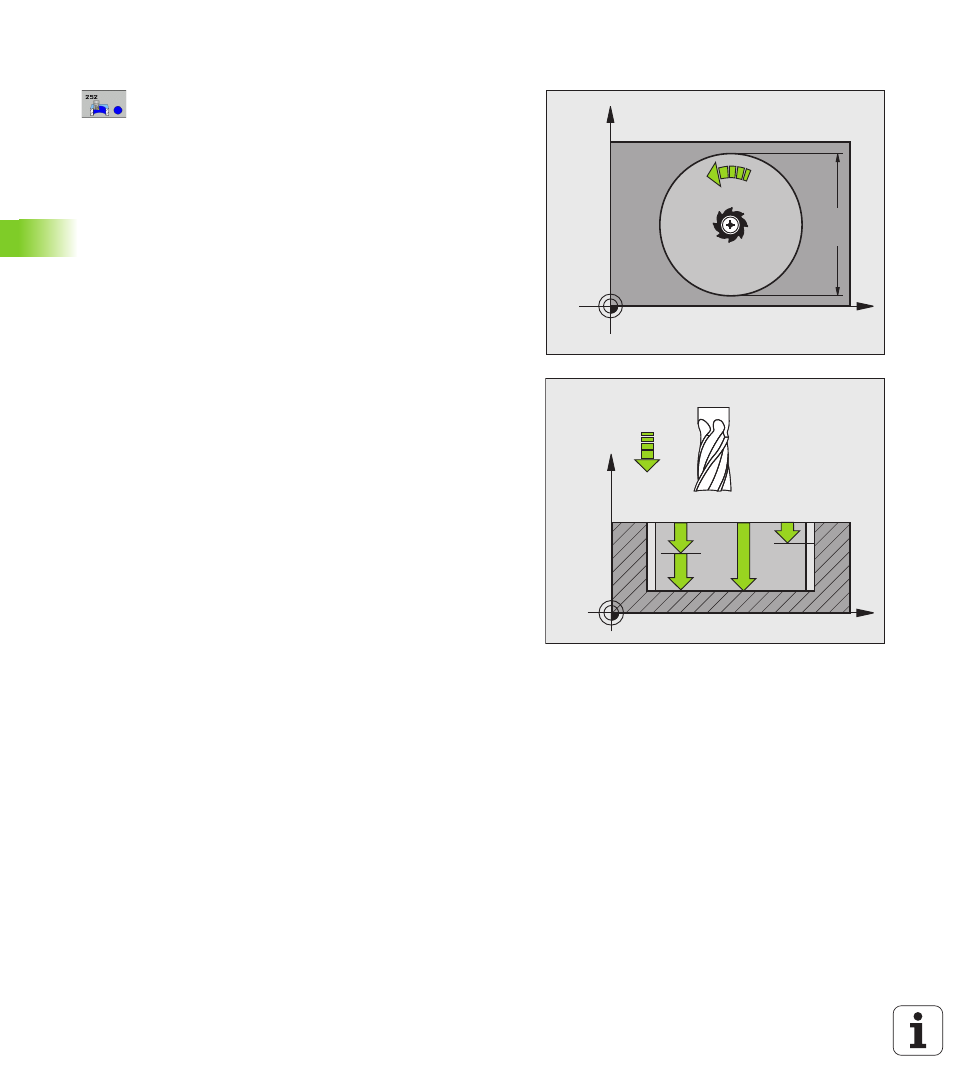
Параметры цикла
Объем обработки (0/1/2)Q215: определение объема
обработки:
0: черновая и чистовая обработка
1: только черновая обработка
2: только чистовая обработка
Чистовая обработка боковой поверхности и
чистовая обработка дна выполняются только,
если задан припуск на чистовую обработку (Q368,
Q369)
Диаметр кармана Q223: диаметр полностью
обработанного кармана. Диапазон ввода от 0 до
99999,9999
Припуск на чистовую обработку стороны Q368 (в
инкрементах): припуск на чистовую обработку в
плоскости обработки. Диапазон ввода от 0 до
99999,9999
Подача фрезерования Q207: скорость
перемещения инструмента при фрезеровании в
мм/мин. Диапазон ввода от 0 до 99999.999 или
через FAUTO, FU, FZ
Вид фрезерования Q351: вид обработки
фрезерованием при M3:
+1 = попутное фрезерование
–1 = встречное фрезерование
+0 = попутное фрезерование, но при активном
зеркальном отображении система ЧПУ сохраняет
вид попутного фрезерования
или через PREDEF
Глубина Q201 (в инкрементах): расстояние от
поверхности заготовки до дна кармана. Диапазон
ввода от -99999,9999 до 99999,9999
Глубина врезания Q202 (в инкрементах): величина,
на которую инструмент каждый раз производит
врезание; введите значение больше 0. Диапазон
ввода от 0 до 99999,9999
Припуск на чистовую обработку на глубине Q369 (в
инкрементах): припуск на чистовую обработку
глубины. Диапазон ввода от 0 до 99999,9999
Подача врезания на глубину Q206: скорость
движения инструмента при врезании на глубину в
мм/мин. Диапазон ввода от 0 до 99999,999, либо
через FAUTO, FU, FZ
Врезание при чистовой обработке Q338 (в
инкрементах): величина, на которую врезается
инструмент по оси шпинделя при чистовой
обработке. Q338=0: чистовая обработка за одно
врезание. Диапазон ввода от 0 до 99999,9999
X
Y
Q207
Q223
X
Z
Q201
Q206
Q202
Q338