Параметры цикла – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (60642x-04) Cycle programming
Страница 284
284
Циклы обработки: построчное фрезерование
10.5
ФРЕЗЕР
ОВ
АНИЕ
ПЛОСКОС
Т
ЕЙ
(
цик
л
232, DIN/ISO:
G232)
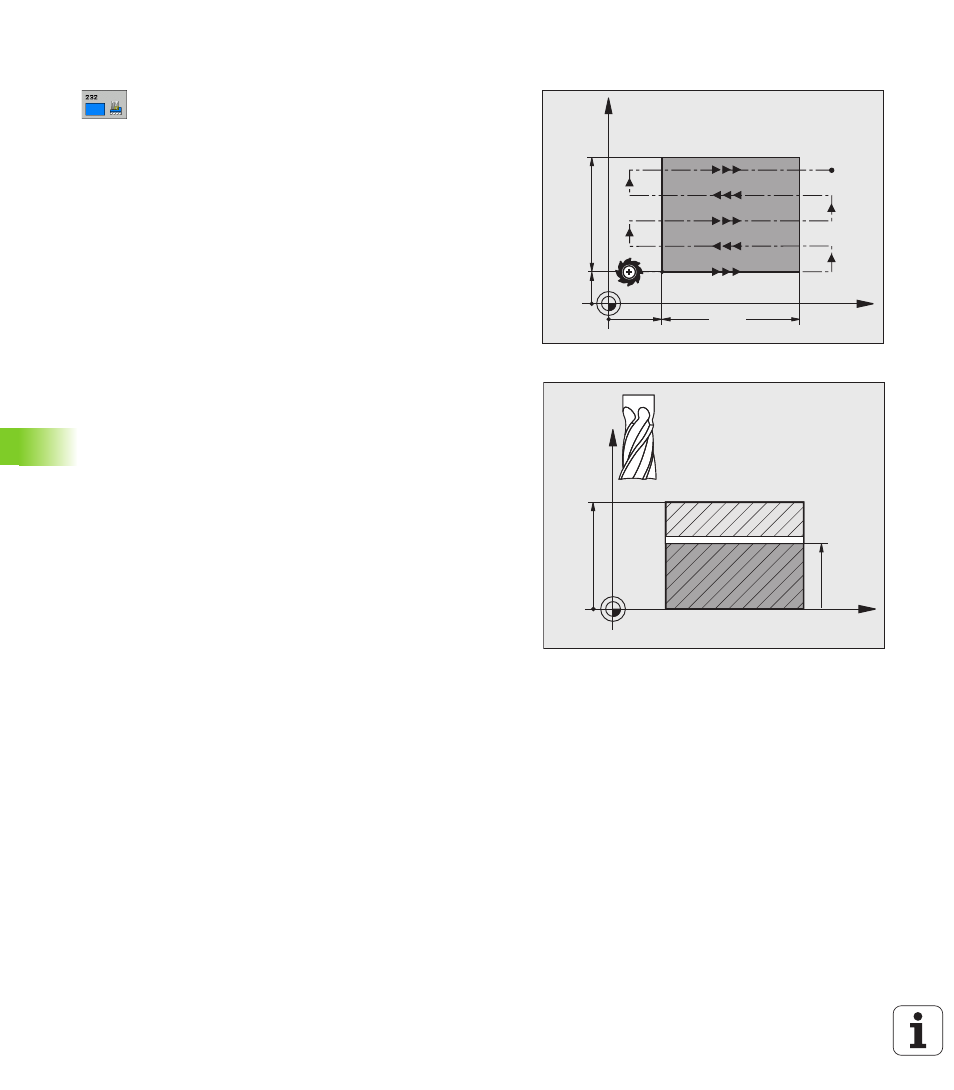
Параметры цикла
Стратегия обработки (0/1/2) Q389: задает, как ЧПУ
должна обрабатывать поверхность:
0: обработка в виде меандра, врезание сбоку с
подачей позиционирования за пределами
обрабатываемой поверхности
1: обработка в виде меандра, врезание сбоку с
подачей фрезерования в пределах
обрабатываемой поверхности
2: построчная обработка, обратный ход и
врезание сбоку с подачей позиционирования
Начальная точка по 1-ой оси Q225 (абсолютная):
координата начальное точки обрабатываемой
поверхности по главной оси плоскости обработки.
Диапазон ввода от -99999,9999 до 99999,9999
Начальная точка по 2-ой оси Q226 (абсолютная):
координата начальной точки обрабатываемой
поверхности по вспомогательной оси плоскости
обработки. Диапазон ввода от -99999,9999 до
99999,9999
Начальная точка по 3-й оси Q227 (абсолютная):
координата поверхности заготовки, по которой
рассчитываются подачи на врезание. Диапазон
ввода от -99999,9999 до 99999,9999
Конечная точка по 3-й оси Q386 (абсолютная):
координата по оси шпинделя, до которой должно
производиться плоское фрезерование
поверхности. Диапазон ввода от -99999,9999 до
99999,9999
X
Y
Q226
Q225
Q21
9
Q218
X
Z
Q227
Q386