Параметры цикла – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (60642x-04) Cycle programming
Страница 220
220
Циклы обработки: карман по контуру, протяжка контура
7.1
1
КАНАВКА
ПО
КО
НТУР
У
ВИХРЕВЫМ
ФРЕЗЕР
ОВ
АНИЕМ
(
цик
л
275,
DIN/ISO:
G275)
Параметры цикла
Объем обработки (0/1/2)Q215: определение объема
обработки:
0: черновая и чистовая обработка
1: только черновая обработка
2: только чистовая обработка
ЧПУ выполняет чистовую обработку боковой
поверхности даже в том случае, если припуск
(Q368) задан равным 0
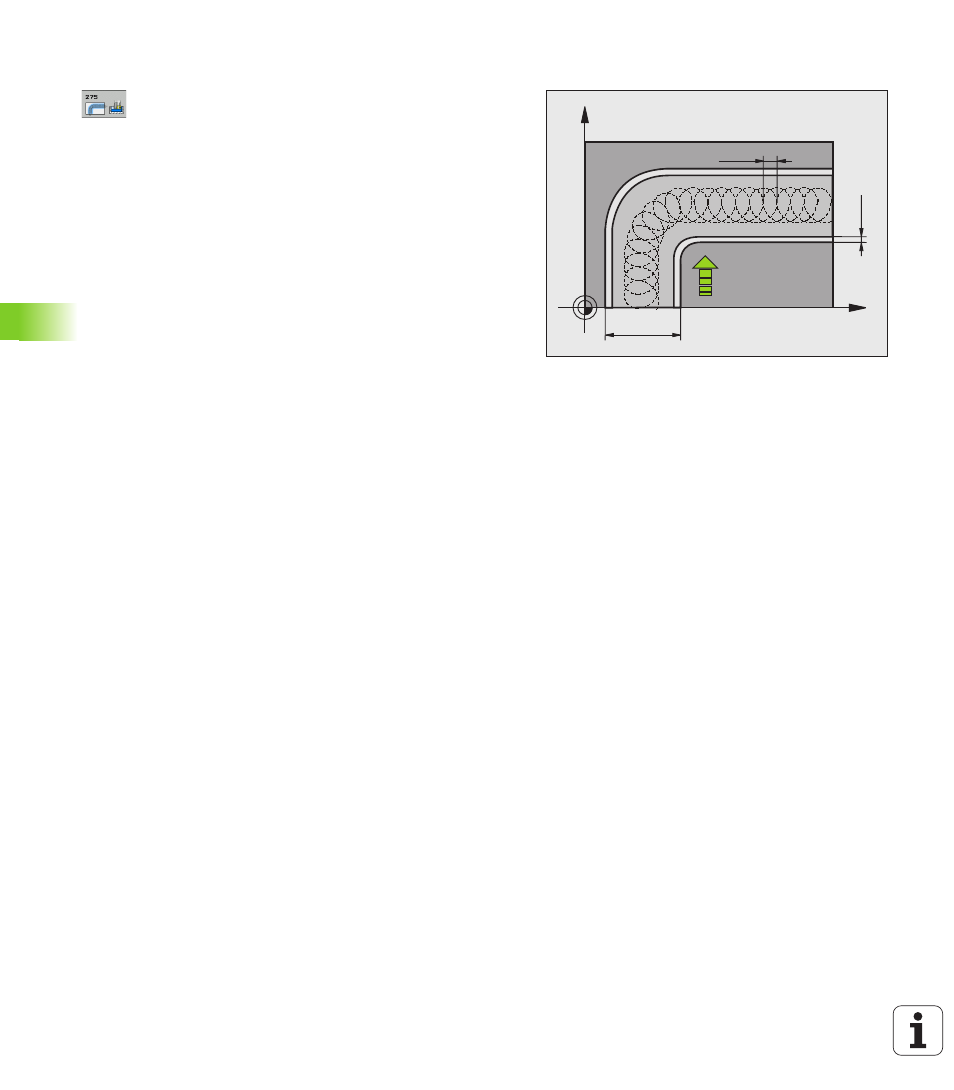
Ширина канавки Q219: введите ширину канавки;
если заданная ширина канавки равна диаметру
инструмента, то ЧПУ просто перемещает
инструмент вдоль заданного контура. Диапазон
ввода от 0 до 99999.9999
Припуск на чистовую обработку стороны Q368 (в
инкрементах): припуск на чистовую обработку в
плоскости обработки
Врезание за оборот Q436 (абсолютное): значение,
на которое система ЧПУ перемещает инструмент
в направлении обработки за оборот. Диапазон
ввода: от 0 до 99999,9999
Подача фрезерования Q207: скорость
перемещения инструмента при фрезеровании в
мм/мин. Диапазон ввода от 0 до 99999.999 или с
помощью FAUTO, FU, FZ
Вид фрезерования Q351: вид обработки
фрезерованием при M3:
+1 = попутное фрезерование
–1 = встречное фрезерование
или через PREDEF
X
Y
Q219
Q368
Q436
Q207