Действие – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (60642x-04) Cycle programming
Страница 307
HEIDENHAIN iTNC 530
307
11
.9
ПЛОСКОС
Т
Ь
ОБР
А
БОТКИ
(
цик
л
19, DIN/ISO:
G80,
опция
ПО
1)
11.9 ПЛОСКОСТЬ ОБРАБОТКИ
(цикл 19, DIN/ISO: G80, опция
ПО 1)
Действие
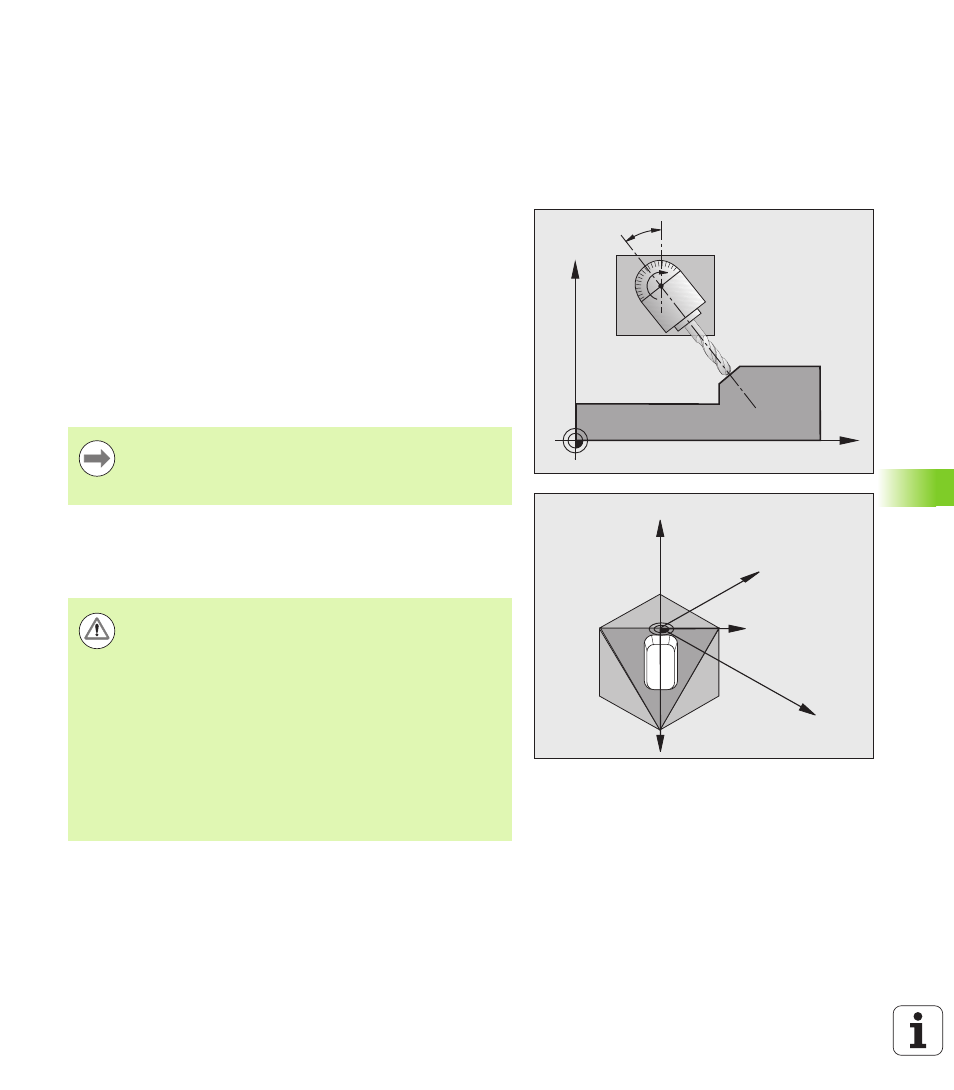
В цикле 19 путем ввода углов наклона определяется положение
плоскости обработки - другими словами положение оси
инструмента относительно жесткой системы координат станка.
Положение плоскости обработки можно задать двумя способами:
Непосредственным вводом положения наклона осей
Описанием положения плоскости обработки, используя до трех
поворотов (пространственных углов) фиксированной системы
координат станка. Можно получить значение вводимого
пространственного угла, выполнив сечение, перпендикулярное
к наклоненной плоскости обработки и рассматривая это
сечение с той оси, относительно которой нужно осуществить
наклон. Двумя пространственными углами однозначно
определяется любое положение инструмента в пространстве.
Если положение плоскости обработки запрограммировано через
пространственный угол, система ЧПУ автоматически
рассчитывает требуемые для этого установки углов осей наклона
и записывает их в параметрах от Q120 (A-ось) до Q122 (C-ось).
Z
X
B
X
Z
Y
X'
Y'
Обратите внимание на то, что положение наклоненной
системы координат и связанные с ней перемещения в
наклоненной системе зависят от описания
наклоненной плоскости.
Внимание, опасность столкновения!
В зависимости от конфигурации станка при
определении пространственного угла возможны два
решения (положения оси). С помощью
соответствующих тестов на вашем станке проверьте,
какое положение оси выбирает программное
обеспечение ЧПУ.
Если вам доступна опция DCM, то вы можете задать
отображение соответствующего положения оси при
тестировании программы в режиме
ПРОГРАММА+КИНЕМАТИКА (см. руководство
пользователя Диалог открытым текстом,
Динамический контроль столкновений).