Параметры цикла – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (60642x-04) Cycle programming
Страница 159
HEIDENHAIN iTNC 530
159
5.4
ФРЕ
З
ЕР
ОВ
АНИЕ
КАНАВКИ
(
цик
л
253, DIN/ISO:
G253)
Параметры цикла
Объем обработки (0/1/2) Q215: определение
объема обработки:
0: черновая и чистовая обработка
1: только черновая обработка
2: только чистовая обработка
Чистовая обработка боковой поверхности и
чистовая обработка дна выполняются только,
если задан припуск на чистовую обработку (Q368,
Q369)
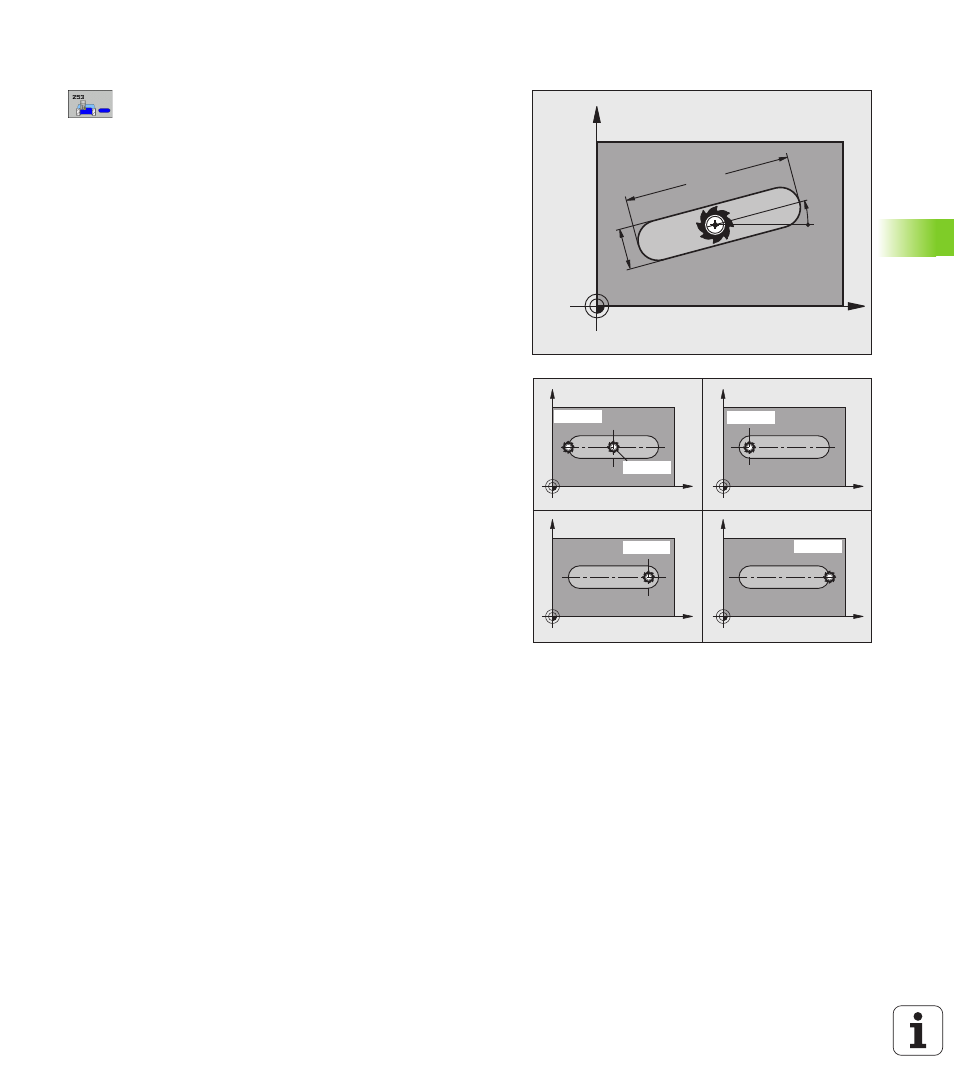
Длина канавки Q218 (значение параллельно
главной оси плоскости обработки): введите более
длинную сторону паза. Диапазон ввода от 0 до
99999,9999
Ширина канавки Q219 (значение параллельно
вспомогательной оси плоскости обработки):
введите ширину канавки; если ширина канавки
задается равной диаметру инструмента, то ЧПУ
выполняет только черновую обработку
(фрезерование продольной канавки).
Максимальная ширина канавки при черновой
обработке: двойной диаметр инструмента.
Диапазон ввода от 0 до 99999,9999
Припуск на чистовую обработку стороны Q368 (в
инкрементах): припуск на чистовую обработку в
плоскости обработки
Поворот Q374 (абсолютный): угол, на который
поворачивается вся канавка. Центр вращения
лежит в точке, в которой находится инструмент
при вызове цикла. Диапазон ввода от -360,000 до
360,000
Положение канавки (0/1/2/3/4) Q367: положение
канавки относительно позиции инструмента при
вызове цикла:
0: Позиция инструмента = центр канавки
1: Позиция инструмента = левый конец канавки
2: Позиция инструмента = центр левой окружности
канавки
3: Позиция инструмента = центр правой
окружности канавки
4: Позиция инструмента = правый конец канавки
Подача фрезерования Q207: скорость
перемещения инструмента при фрезеровании в
мм/мин. Диапазон ввода от 0 до 99999.999 или
через FAUTO, FU, FZ
X
Y
Q21
9
Q218
Q374
X
Y
X
Y
X
Y
X
Y
Q367=0
Q367=1
Q367=2
Q367=3
Q367=4