Параметры цикла – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (60642x-04) Cycle programming
Страница 211
HEIDENHAIN iTNC 530
211
7.8
ЧИС
Т
ОВ
АЯ
ОБР
А
БОТКА
БОК
. ПОВЕР
Х
НОС
Т
И
(
цик
л
24, DIN/ISO:
G124)
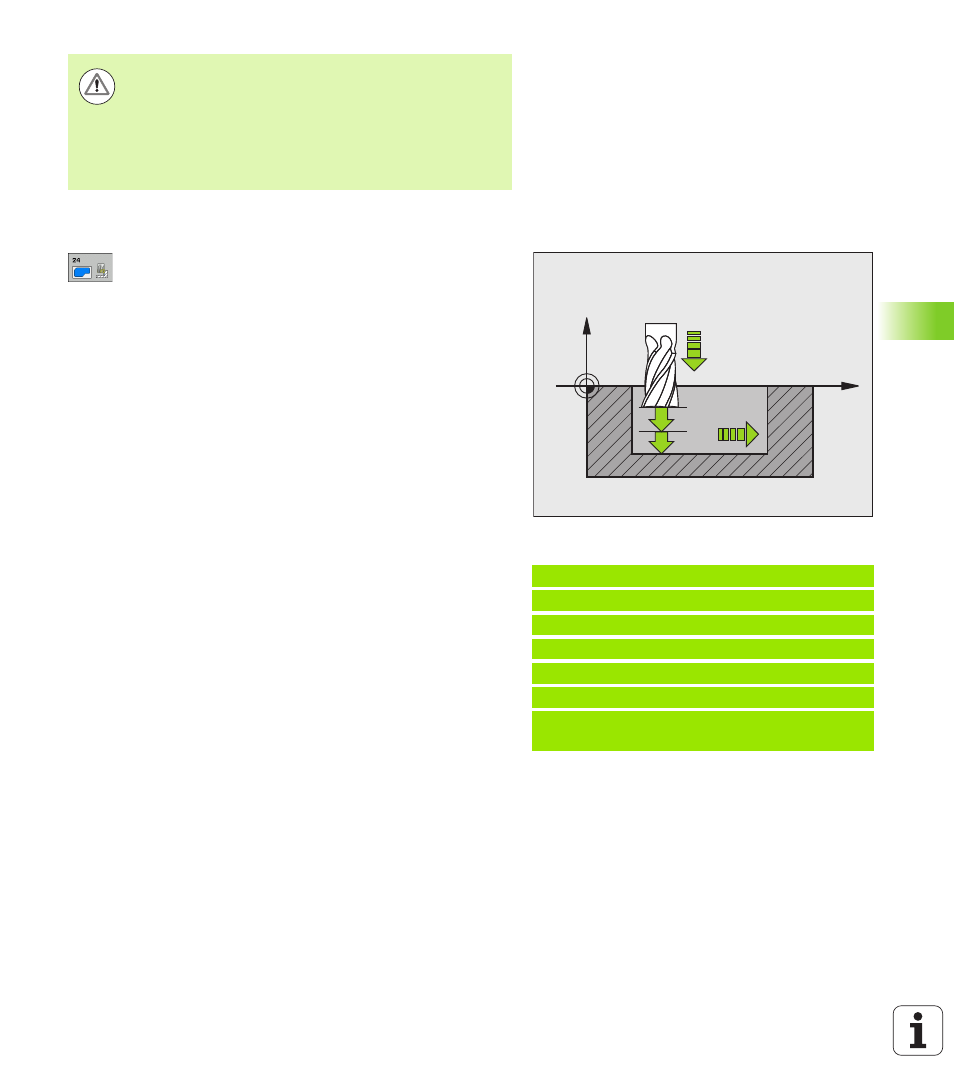
Параметры цикла
Направление вращения? По часовой стрелке = –1
Q9:
Направление обработки:
+1:поворот против часовой стрелки
–1:поворот по часовой стрелке
или через PREDEF
Глубина врезания Q10 (в инкрементах): глубина, на
которую врезается инструмент за один проход.
Диапазон ввода от -99999,9999 до 99999,9999
Подача врезания на глубину Q11: подача врезания.
Диапазон ввода от 0 до 99999,9999 или через
FAUTO, FU, FZ
Подача чистовой обработки Q12: подача
фрезерования. Диапазон ввода от 0 до
99999,9999 или через FAUTO, FU, FZ
Припуск на чистовую обработку боковой
поверхности Q14 (в инкрементах): припуск для
многократной чистовой обработки; остатки будут
удалены, если оператор введет Q14 = 0. Диапазон
ввода от -99999,9999 до 99999,9999
Инструмент для чист. обр. Q438 или QS438: Номер
или название инструмента, которым ЧПУ
выполнила чистовую обработку кармана контура.
Переключение на ввод названия: нажмите Softkey
НАЗВАНИЕ ИНСТР. ЧПУ автоматически
вставляет кавычки при выходе из поля ввода.
Начальная точка для окружности подвода
траектории чистовой обработки находится на
самой внешней траектории обработки цикла 22,
который система ЧПУ рассчитывает из радиуса
фрезы чистовой обработки и бокового припуска
Q3 цикла 20. При вводе Q438=0 (инструмент
чистовой обработки равен нулевому инструменту)
вы можете через припуск на чистовую обработку
Q3 в цикле 20 установить расстояние начальной
точки контура. Диапазон ввода от -32767,9 до
+32767,9 при вводе номера, максимум 32 знаков
для имени
Осторожно, опасность столкновения!
С помощью параметра станка 7441 бит 0
настраивается, должна ли система ЧПУ выдавать
сообщение об ошибке (бит 0=0) или нет (бит 0=1), если
при вызове цикла шпиндель не работает. Данная
функция должна настраиваться производителем
станка.
Пример: NC-кадры
61 CYCL DEF 24 CHIST. OBR. BOK. POV.
Q9=+1
;НАПР. ВРАЩЕНИЯ
Q10=+5
;ГЛУБИНА ВРЕЗАНИЯ
Q11=100 ;ПОДАЧА НА ВРЕЗАНИЕ
Q12=350 ;ПОДАЧА ФРЕЗ.
Q14=+0
;ПРИПУСК СБОКУ
Q438=+0 ;ИНСТР. ДЛЯ ЧИСТОВОЙ
ОБР.
X
Z
Q11
Q12
Q10