Инструкция по эксплуатации HEIDENHAIN iTNC 530 (606 42x-02)
Страница 543
HEIDENHAIN iTNC 530
543
13.1
Уп
р
а
в
л
ен
и
е
пал
етами
X, Y, Z (задавать не обязательно, возможны дополнительные
оси):
При использовании имен палет запрограммированные
координаты относятся к нулевой точке станка. При
использовании NC-программ запрограммированные
координаты относятся к нулевой точке палет. Эти записи
служат для перезаписи последней точки привязки,
установленной оператором в режиме ручного управления. С
помощью дополнительной функции M104 можно снова
активировать последнюю установленную точку привязки. При
нажатии клавиши “Присвоение фактической позиции” ЧПУ
активирует окно, с помощью которого можно вводить разные
точки ЧПУ в качестве точек привязки (см. нижеприведенную
таблицу)
С помощью клавиш со стрелками и кнопки ENT выберите
позицию, которую следует присвоить. Затем выберите с помощью
Softkey ВСЕ ЗНАЧЕНИЯ сохранение ЧПУ соответствующих
координат всех активных осей в таблицу палет. При нажатии
Softkey ТЕКУЩЕЕ ЗНАЧЕНИЕ ЧПУ сохраняет координату той оси,
на которой в данный момент находится курсор в таблице палет.
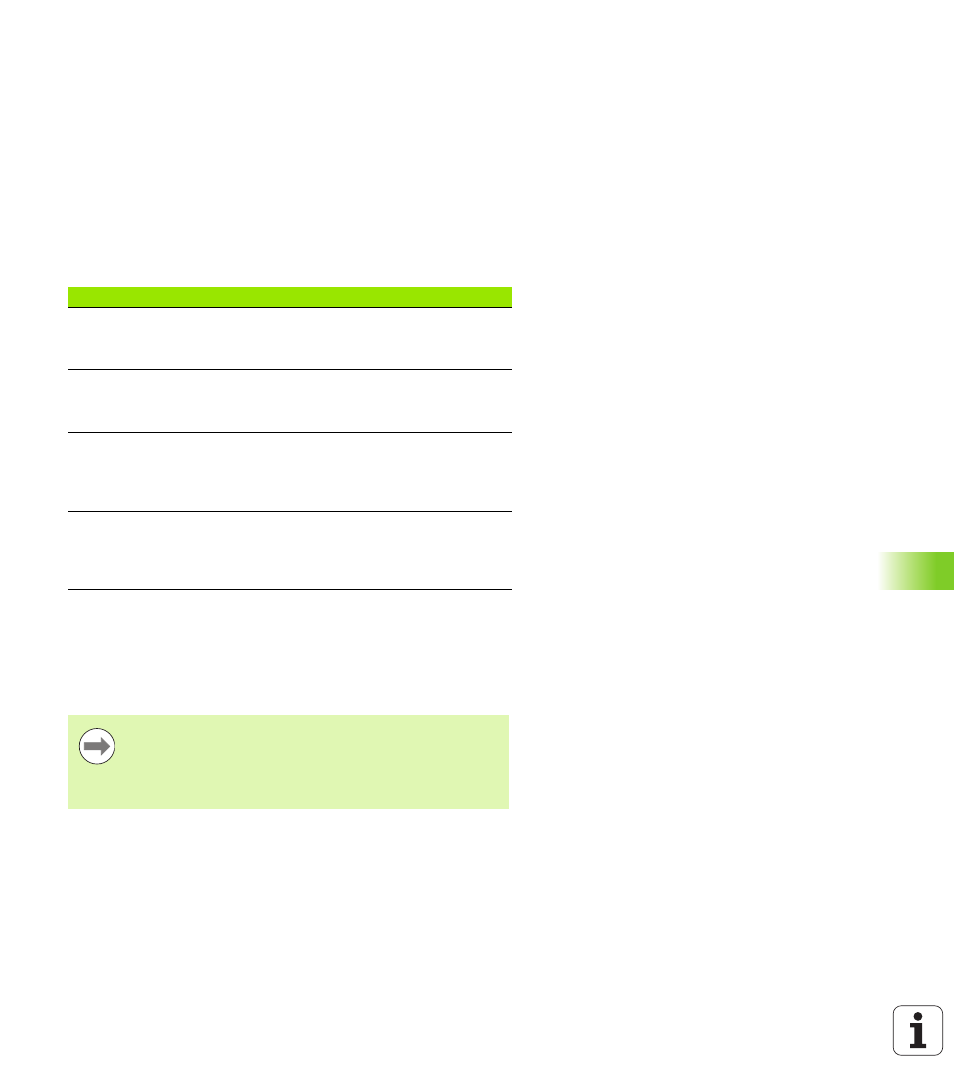
Позиция
Значение
Фактические
значения
Введите координаты текущей позиции
инструмента относительно активной системы
координат
Референтные
значения
Введите координаты текущей позиции
инструмента относительно нулевой точки
станка
Значения
измерения
ФАКТ
Введите координаты относительно активной
системы координат последней прошедшей
ощупывание в режиме ручного управления
точки привязки
Значения
измерения
REF
Введите координаты относительно нулевой
точки станка последней прошедшей
ощупывание в режиме ручного управления
точки привязки
Если в NC-программе не определены палеты, то
запрограммированные координаты относятся к
нулевой точке станка. Если не определена ни одна
запись, активной остается точка привязки, заданная
вручную.