Инструкция по эксплуатации HEIDENHAIN iTNC 530 (606 42x-02)
Страница 536
536
Программирование: многоосевая обработка
12.6
Тр
ех
м
е
р
н
а
я
к
оррекция
инстр
умента
(
ПО
-опция
2)
Функция
Если вы отрабатываете программу с векторами нормали к
поверхности и в таблице инструмента TOOL.T активному
инструменту присвоено значение коррекции (колонка
DR2TABLE), то система ЧПУ использует значения и таблицы
компенсационных значений вместо значений коррекции DR2 их
TOOL.T.
При этом система ЧПУ учитывает значение коррекции из таблицы
компенсационных значений, которое задано для текущей точки
касания детали инструментом. Если точка касания лежит между
двумя точками коррекции, то система ЧПУ выполняет линейную
интерполяцию значения коррекции по двум ближайшими углам.
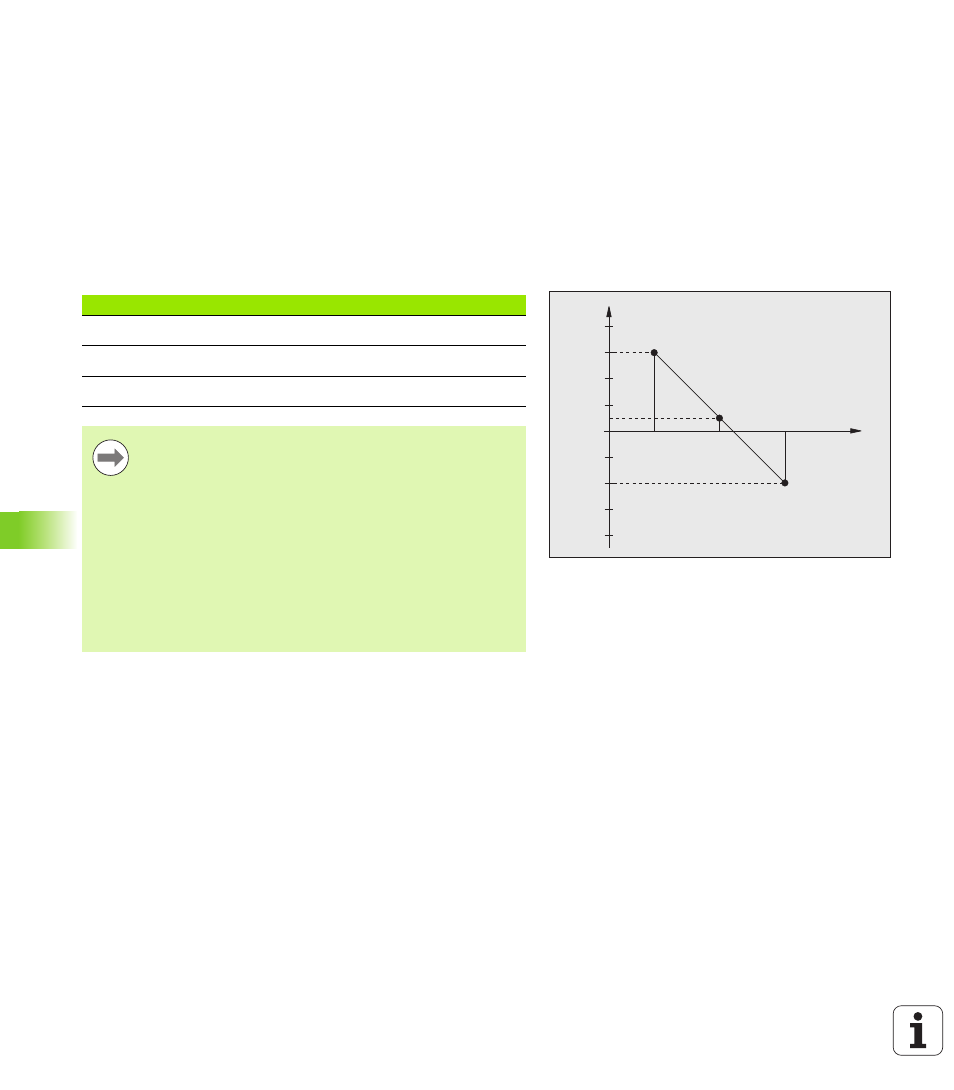
Пример:
+0.04
+0.03
+0.02
+0.01
+0.005
0.04
0.03
0.02
0.01
40°
45°
50°
NOM - DR2
ANGLE
0
Значение угла
Значение коррекции
40°
+0.03 мм (измерено)
50°
-0.02 мм (измерено)
45° (точка касания)
+0.005 мм (интерполировано)
Система ЧПУ выдает сообщение об ошибке, если она
не может определить значение коррекции путем
интерполяции.
Программирование M107 (подавление сообщения об
ошибке при положительных значениях коррекции) не
обязательно, даже если значение коррекции
положительное.
Система ЧПУ учитывает либо DR2 из TOOL.T, либо
значение коррекции из таблицы компенсационных
значений. Дополнительные смещения, такие как
припуск поверхности при необходимости вы можете
задать с помощью DR2 в TOOL CALL-кадре.