3 вх од в ко н тур и вых о д из ко н тур а – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (606 42x-02)
Страница 229
HEIDENHAIN iTNC 530
229
6.3
Вх
од
в
ко
н
тур
и
вых
о
д
из
ко
н
тур
а
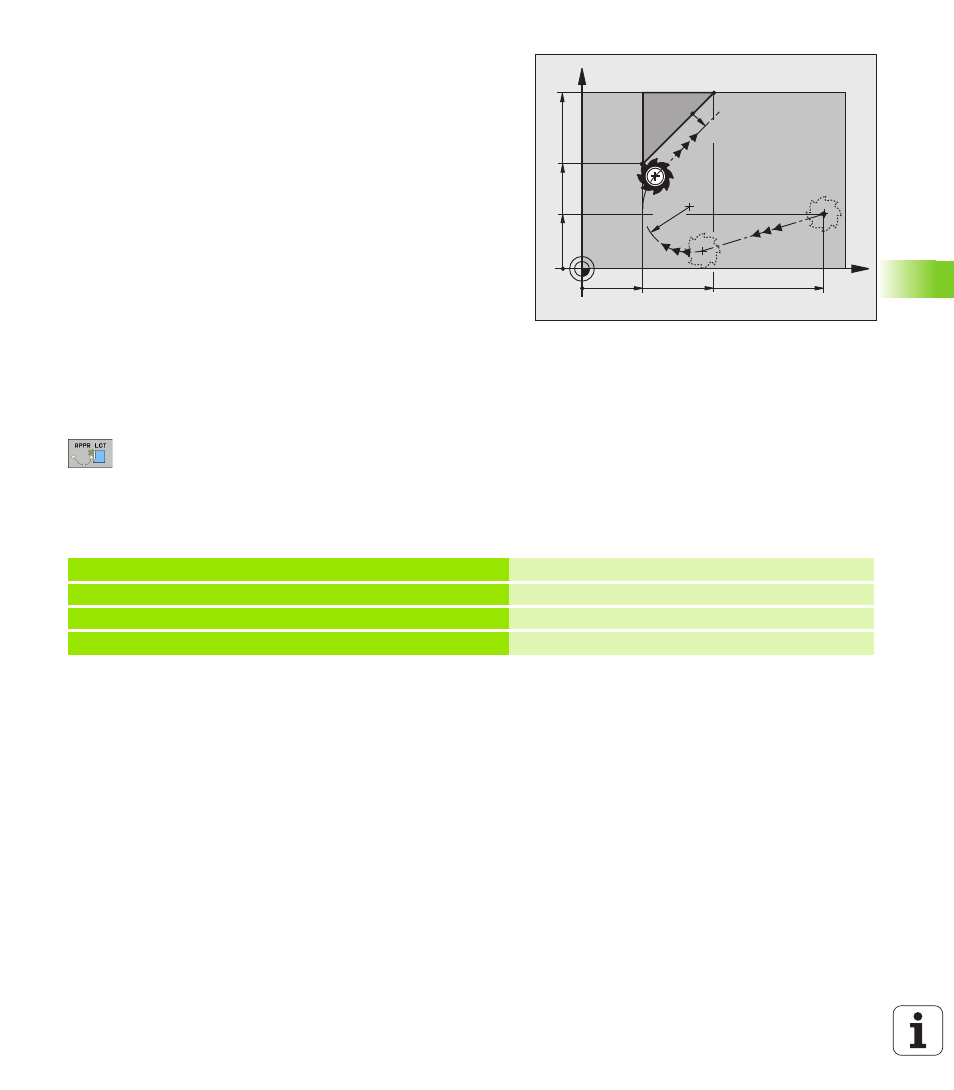
Подвод вдоль контура по касательной дуге,
плавно переходящей в прямую: APPR LCT
Система ЧПУ перемещает инструмент по прямой от начальной
точки P
S
к вспомогательной точке P
H
. Оттуда она перемещает его
по круговой траектории к первой точке контура P
A
. Подача,
запрограммированная в APPR-кадре, действительна для всего
отрезка, по которому перемещается система ЧПУ в кадре
подвода (отрезок P
S
– P
A
).
Если в кадре подвода были запрограммированы все три главные
оси координат X, Y и Z, то движение ЧПУ происходит
одновременно по трем осям от определенной до APPR-кадра
позиции до вспомогательной точки P
H
, а затем от P
H
до P
A
только
в плоскости обработки.
Круговая траектория плавно переходит как в прямую P
S
– P
H
, так
и в первый элемент контура. Таким образом, она однозначно
определена через радиус R.
U
Произвольная функция траектории: выполните подвод к
начальной точке P
S
U
Начните диалог при помощи клавиши APPR/DEP и клавиши
Softkey APPR LCT:
U
Координаты первой точки контура P
A
U
Радиус R круговой траектории. Введите
положительное значение для R
U
Поправка на радиус RR/RL для обработки
Примеры NC-кадров
X
Y
10
20
P
A
RR
P
S
R0
P
H
RR
RR
40
10
R10
35
20
7 L X+40 Y+10 R0 FMAX M3
P
S
подвод без поправки на радиус
8 APPR LCT X+10 Y+20 Z-10 R10 RR F100
P
A
с поправкой на радиус RR, радиус R=10
9 L X+20 Y+35
Конечная точка первого элемента контура
10 L ...
Следующий элемент контура