Нулевая точка-перемещение (цикл g54), Странице 431, 9 цик л ы для пере сч ёта к оор динат – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-02) ISO programming
Страница 431
HEIDENHAIN iTNC 530
431
8.9
Цик
л
ы
для
пере
сч
ёта
к
оор
динат
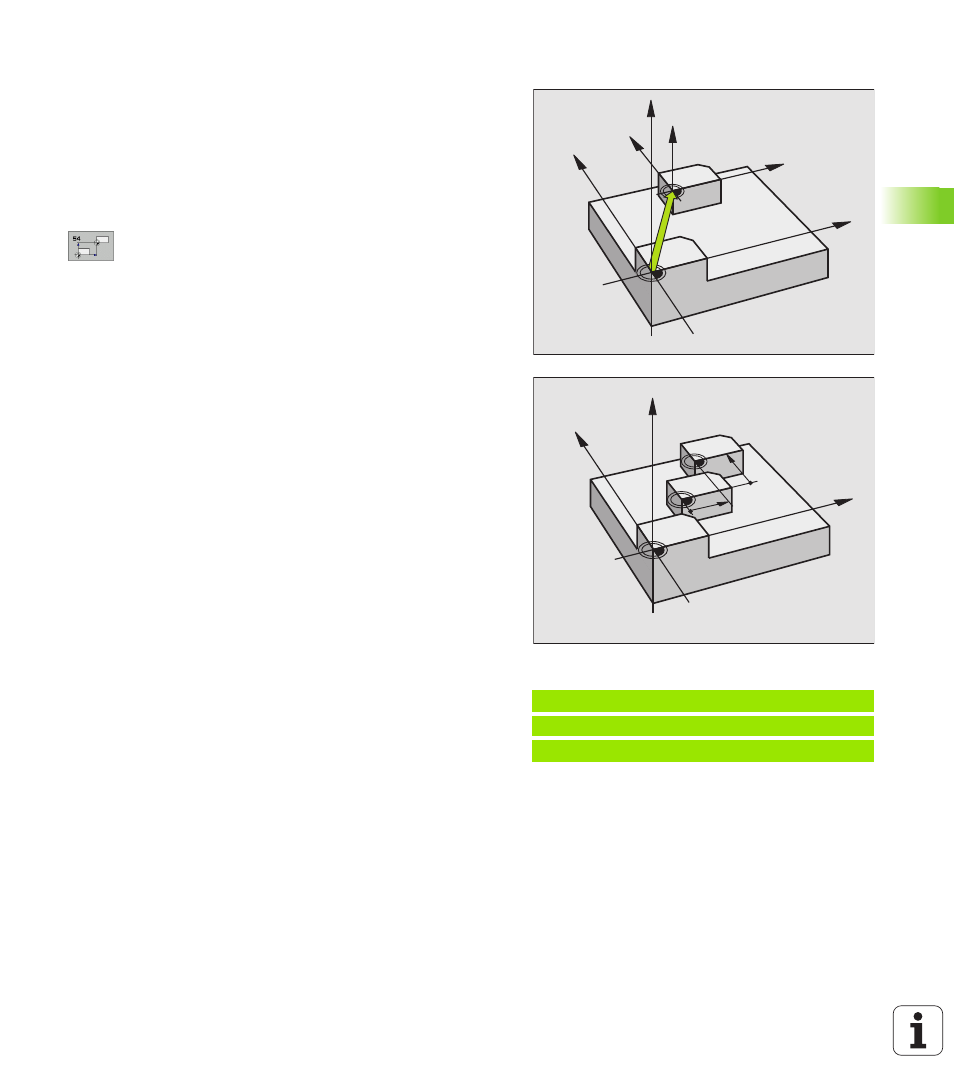
НУЛЕВАЯ ТОЧКА-перемещение (цикл G54)
С помощью ПЕРЕМЕЩЕНИЯ НУЛЕВОЙ ТОЧКИ можете
повторять обработку в любых местах загатовки.
Действие
После дефиниции цикла ПЕРЕМЕЩЕНИЕ НУЛЕВОЙ ТОЧКИ все
вводы координат относятся к новой нулевой точке. Перемещение
на каждой оси УЧПУ указывает в дополнительной индикации
статуса. Ввод осей вращения также допускается.
8
Смещение: Ввести координаты новой нулевой
точки; абсолютные значения относятся к нулевой
точке загатовки, определённой установлениеи
опорной точки; значения приращения относятся
всегда к последней действующей нулевой точке –
она может уже быть перемещённой
Сброс
Перемещение нулевой точки со значениями координат X=0, Y=0 и
Z=0 отнимает снова перемещение нулевой точки.
Графика
Если после перемещения нулевой точки программируете новую
BLK FORM, можете через параметр станка 7310 решать, должна
ли BLK FORM относиться к новой или к старой нулевой точке.
Таким образом УЧПУ может изображать графически каждую
деталь отдельно при обработке нескольких деталей.
Индикации состояния/статуса
Большая индикация положения относиться к активной
(перемещённой) нулевой точке
Все указанные в дополнительных индикациях состояния
координаты (положения, нулевые точки) относятся к
установленной вручную опорной точке
Пример: ЧУ-блоки
N72 G54 G90 X+25 Y-12,5 Z+100 *
...
N78 G54 G90 REF X+25 Y-12,5 Z+100 *
Z
Z
X
X
Y
Y
Z
X
Y
IX
IY