9 циклы для пересчёта координат, Обзор действие перерасчёта координат, Странице 430 – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-02) ISO programming
Страница 430
430
8 Программирование: циклы
8.9
Цик
л
ы
для
пере
сч
ёта
к
оор
динат
8.9 Циклы для пересчёта координат
Обзор
С помощью перерасчёта координат УЧПУ может выполнять
программированный один раз контур в разных местах загатовки с
изменённым положением и величиной. УЧПУ ставит следующие
циклы перерасчёта координат в распоряжение:
Действие перерасчёта координат
Начало действия: Начало действия: перерасчёт координат
действует с его дефиниции –значит не вызывается. Он действует
так долго, пока не сбросится или получит новое определение.
Сброс перерасчёта координат:
Заново определить цикл со значениями для основного
поведения, нпр. размерный коэфицент 1,0
Выполнить дополнительные функции M02, M30 или
предложение N999999 %... (зависит от параметра станка 7300)
Выбор новой программы
Дополнительную функцию M142 Модальную информацию о
программе стирать программировать
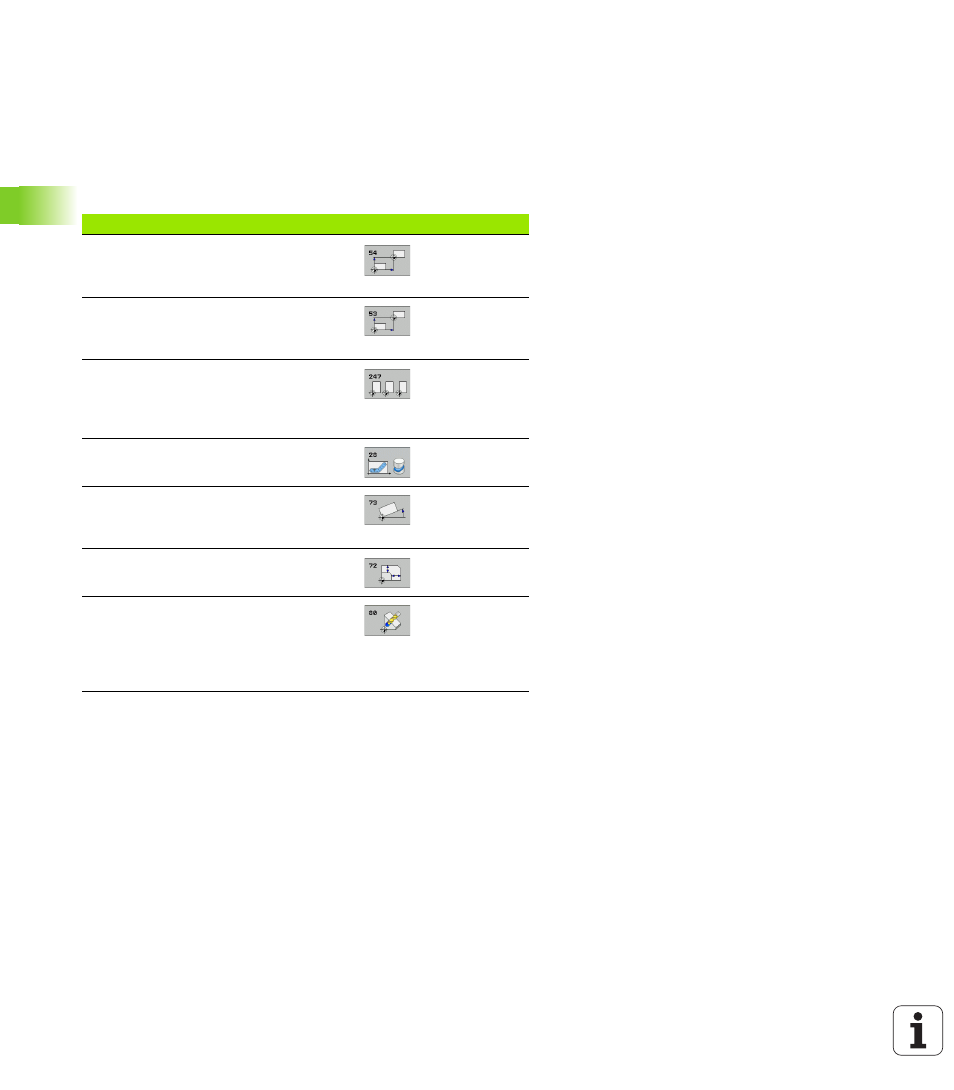
цикл
Softkey
на странице
G54 НУЛЕВАЯ ТОЧКА
Перемещение контуров
непосредственно в программе
G53 НУЛЕВАЯ ТОЧКА из таблицы
нулевых точек
G247 УСТАНОВЛЕНИЕ БАЗОВОЙ
ТОЧКИ
Установление опорной точки во время
прогона программы
G28 ЗЕРКАЛЬНОЕ ОТРАЖЕНИЕ
Симметрическое отражение контуров
G73 ПОВОРОТ
Поворочивание контуров на плоскости
обработки
G72 РАЗМЕРНЫЙ КОЭФИЦЕНТ
Уменьшение или увеличение контуров
G80 ПЛОСКОСТЬ ОБРАБОТКИ
Рабочие ходы при наклоненной
системе координат выполнить для
станков с качающимися головками и/
или поворотными столами