Чистовая обработка цапф (цикл g213), Странице 351 – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-02) ISO programming
Страница 351
HEIDENHAIN iTNC 530
351
8.4
Цик
лы
для
фрез
еров
ания
кар
м
анов
(
вые
мек
),
ца
п
ф
и
па
зо
в
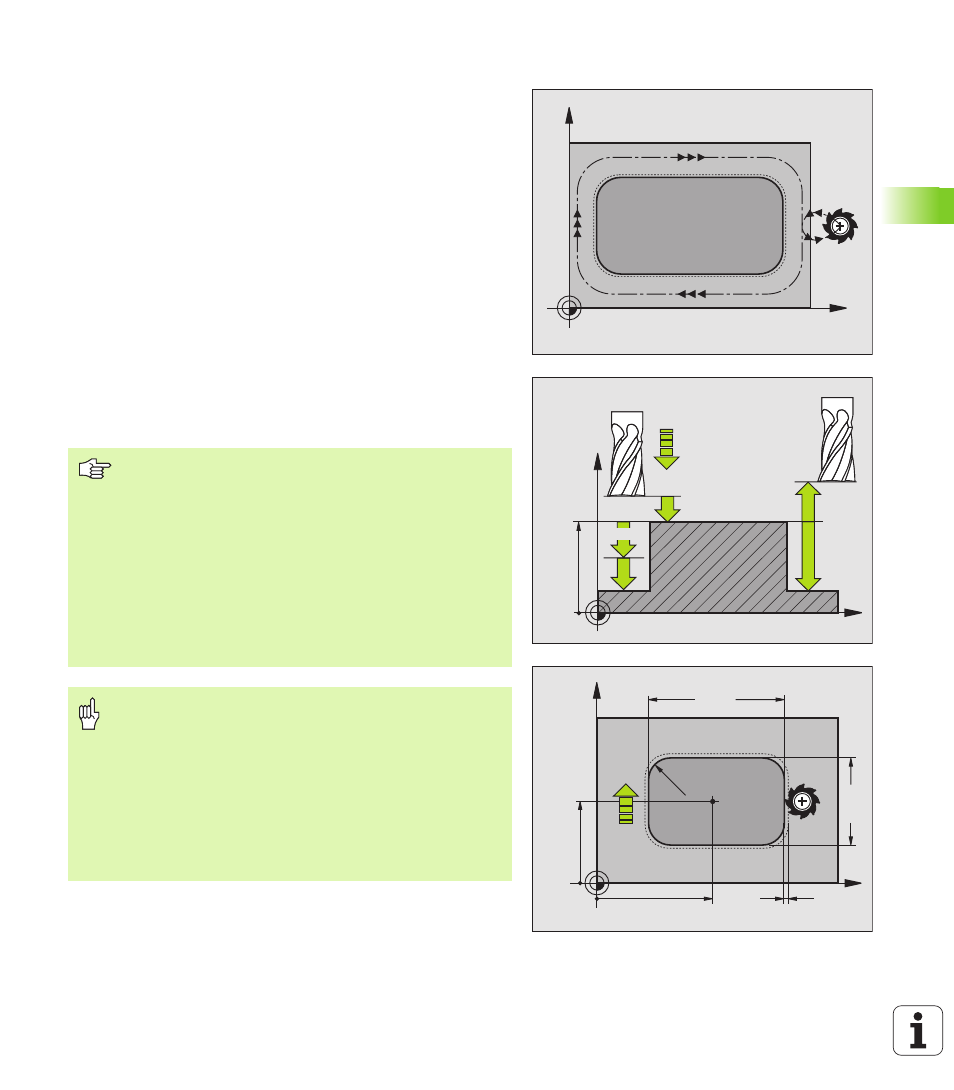
ЧИСТОВАЯ ОБРАБОТКА ЦАПФ (цикл G213)
1 УЧПУ перемещает инструмент по оси шпинделя на
безопасное расстояние или – если введено – на 2-ое
безопасное расстояние и затем в центр цапфы
2 Из центра цапфы инструмент перемещается на плоскости
обработки в точку старта обработки. Точка старта лежить на
3,5-кратном радиусе инструмента направо от цапфы
3 Если инструмент находится на 2-ом безопасном расстоянии,
УЧПУ перемещается на ускоренном ходу FMAX на безопасное
расстояние и оттуда с подачей подвода на глубину на первую
глубину подвода
4 Затем инструмент перемещается тангенциально к готовой
части контура и фрезерует попутно виток
5 Потом инструмент перемещается назад тангенциально от
контура к точке старта на плоскости обработки
6 Эта операция (3 до 5) повторяется, пока будет достигнута
программированная глубина
7 В конце цикла УЧПУ перемещает инструмент на ускоренном
ходу на безопасное расстояние или – если введено – на 2-ое
безопасное расстояние и затем в центр цапфы (конечное
положение = положение старта)
X
Y
X
Z
Q200
Q201
Q206
Q203
Q204
Q202
X
Y
Q219
Q218
Q217
Q216
Q207
Q221
Q220
Обратите внимание перед программированием
УЧПУ предпозиционирует инструмент автоматически
по оси инструмнтов и на плоскости обработки.
Знак числа параметра цикла Глубина определяет
направление обработки. Если программируете
Глубину = 0, то УЧПУ не выполняет цикла.
Если хотите выполнить чистовую обработку в полном
материале, то используйте фрезу с режущим по
середине торцовым зубом (DIN/ДИН 844). Введите
тогда для подачи подвода на глубину небольшое
значение.
С помощью параметра станка 7441 бит 2
настроиваете, должно ли УЧПУ выдавать сообщение
об ошибках при вводе положительной глубины (бит
2=1) или нет (бит 2=0).
Внимание опасность столкновения!
Учтите, что УЧПУ при положительно введенной
глубине реверсирует рассчет предпозиции.
Инструмент перемещается на оси инструментов на
ускоренном ходе на безопасное расстояние под
поверхность обрабатываемой детали!