Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-02) ISO programming
Страница 337
HEIDENHAIN iTNC 530
337
8.4
Цик
лы
для
фрез
еров
ания
кар
м
анов
(
вые
мек
),
ца
п
ф
и
па
зо
в
8
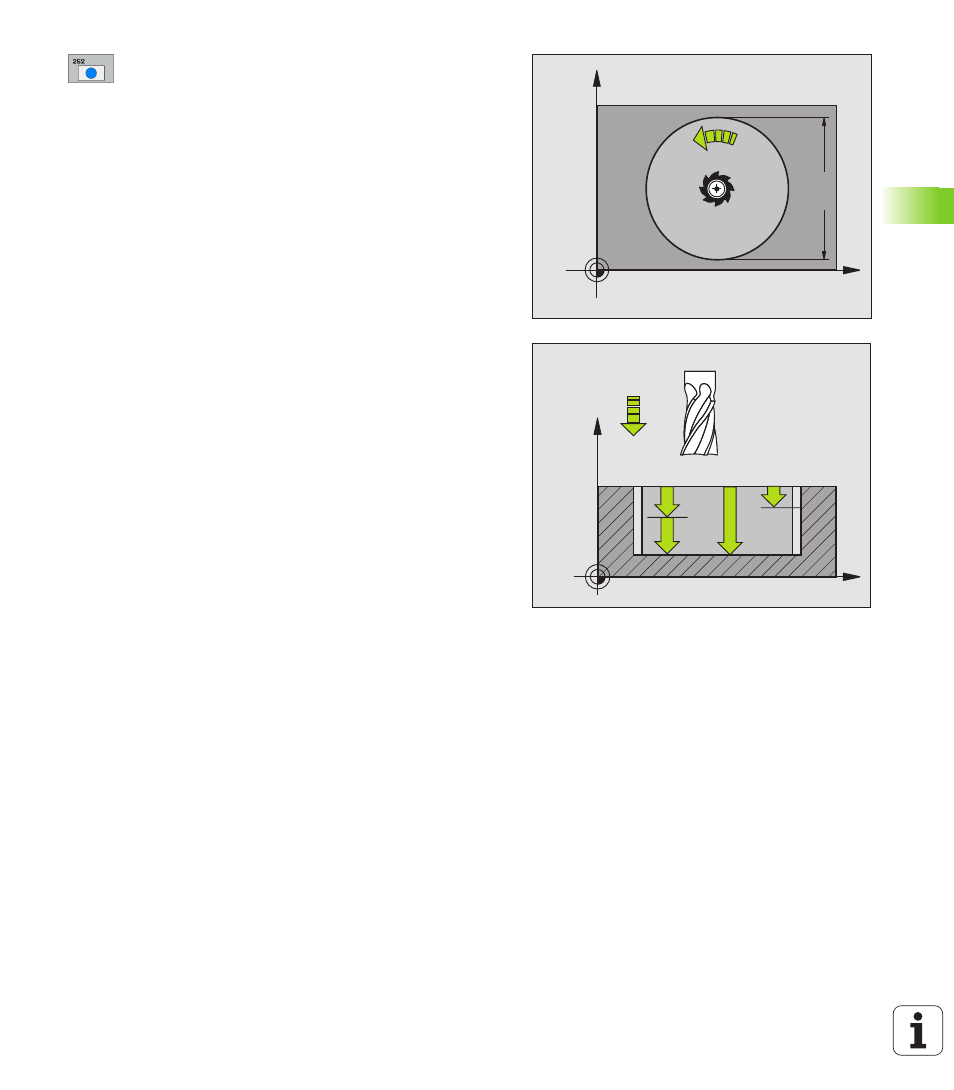
Обьём обработки (0/1/2) Q215: Определить
обьём обработки
0: Черновая и чистовая обработка
1: Только черновая обработка
2: Только чистовая обработка
Чистовая обработка бока и чистовая обработка на
глубине выполняются только, если данный
припуск на чистовую обработку (Q368, Q369)
определен
8
Диаметр окружности Q223: Диаметр
обработанного полностью кармана
8
Припуск на чистовую обработку со стороны
Q368 (инкрементно): Припуск на чистовую
обработку на плоскости обработки.
8
Подача фезерования Q207: Скорость
перемещения инструмента при сверлении в мм/
мин
8
Вид фрезерования Q351: Вид обработки
фрезерованием при M03:
+1 = фрезерование попутное
–1 = фрезерование встречное
8
Глубина Q201 (инкрементно): Расстояние
поверхности загатовки – дна кармана
8
Глубина подвода Q202 (инкрементно): Размер,
на который каждый раз инструмент подводится.
8
Припуск на чистовую обработку на глубине
Q369 (инкрементно): Припуск на чистовую
обработку на глубине
8
Подача подвода на глубину Q206: Скорость
перемещения инструмента при перемещении на
глубину в мм/мин
8
Подача чистовой обработки Q338
(инкрементно): Размер, на который инструмент
подводится на оси шпинделя при чистовой
обработке. Q338=0: Чистовая обработка с одним
подводом
X
Y
Q207
Q223
X
Z
Q201
Q206
Q202
Q338