Предсверление (цикл g121), 6 sl- цик лы – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-02) ISO programming
Страница 381
HEIDENHAIN iTNC 530
381
8.6 SL-
цик
лы
8
Внутренний радиус закругления Q8: Радиус
закругленя на внутренних “углах”; заданное
значение относится к траектории центра
инструмента
8
Направление вращения? По часовой стрелке =
-1 Q9: Направление обработки для карманов
по часовой стрелке (Q9 = -1 встречная
обработка для карманов и островов)
против часовой стрелки (Q9 = +1 попутная
обработка для карманов и островов)
Можете проверить параметры обработки при прервании
программы и при необходимости их переписывать.
ПРЕДСВЕРЛЕНИЕ (цикл G121)
Прохождение цикла
Как цикл G83 Глубокое сверление, смотри “Циклы для сверления,
нарезания внутренней резьбы и фрезерования резьбы”, страница
Применение
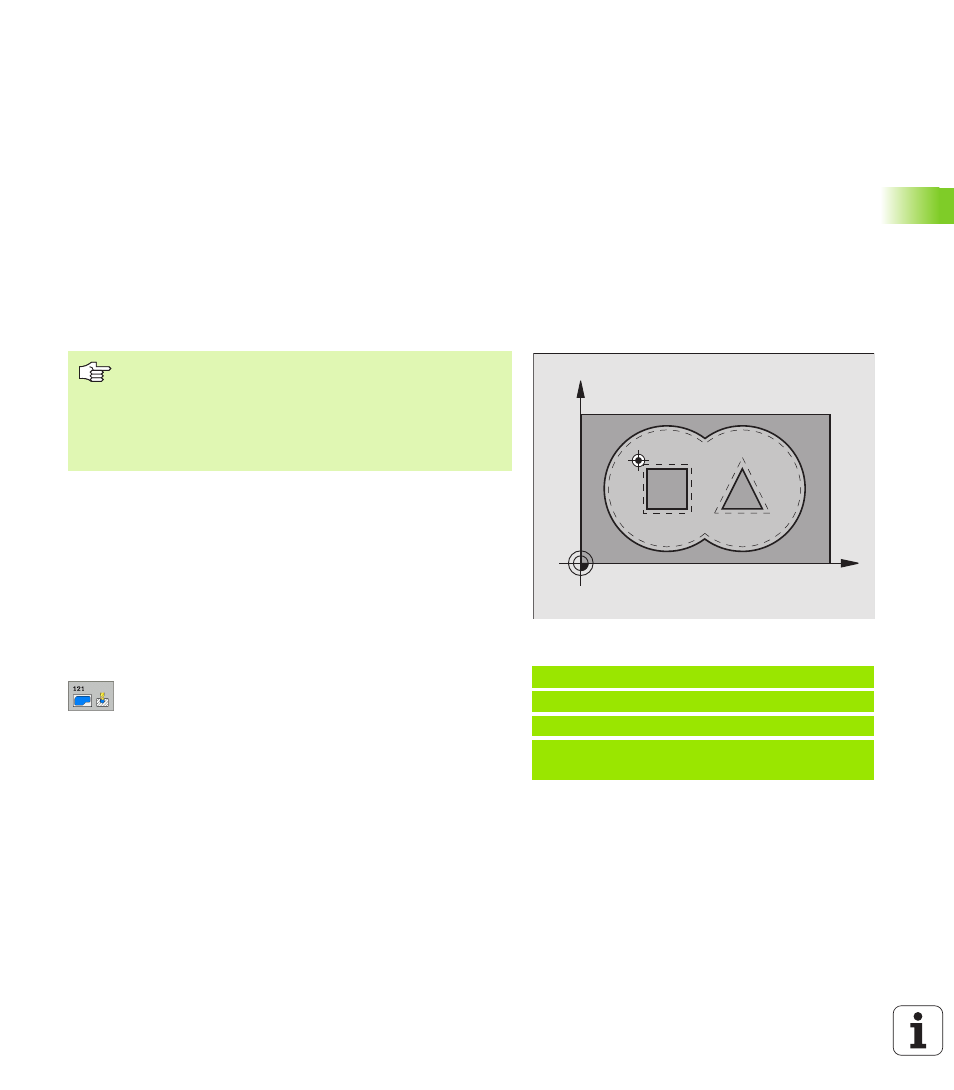
Цикл G121 ПРЕДСВЕРЛЕНИЕ учитывает для пунктов врезания
припуск для читсовой обработки со стороны и припуск для
чистовой обработки на глубине, как и радиус протяжного
инструмента. Пункты врезания являются одновременно точками
старта для протягивания.
8
Глубина подвода Q10 (инкрементно): Размер, на
который инструмент каждый раз подводится (знак
числа при отрицательном направлении обработки
“–”)
8
Подача подвода на глубину Q11: Подача мм/
мин)
8
Номер инструмента протягивания Q13: Номер
инструмента протягивания
Пример: ЧУ-блоки
N58 G121 ПРЕДСВЕРЛЕНИЕ
Q10=+5
;ГЛУБИНА ПОДВОДА
Q11=100
;ПОДАЧА НА ГЛУБИНУ
Q13=1
;ИНСТРУМЕНТ ДЛЯ
ОЧИСТКИ
X
Y
УЧПУ не учитывает программированного в T-
предложении значения дельта DR для расчёта точек
врезания в материал.
При узкостях УЧПУ может в данном случае не
выполнить предсверления с помощью инструмента,
который больше чернового инструмента.