Регулируемая площадь (цикл g231), Странице 420 – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-02) ISO programming
Страница 420
420
8 Программирование: циклы
8.8
Цик
л
ы
для
стро
чног
о
фрез
еров
ания
пов
ер
х
но
стей
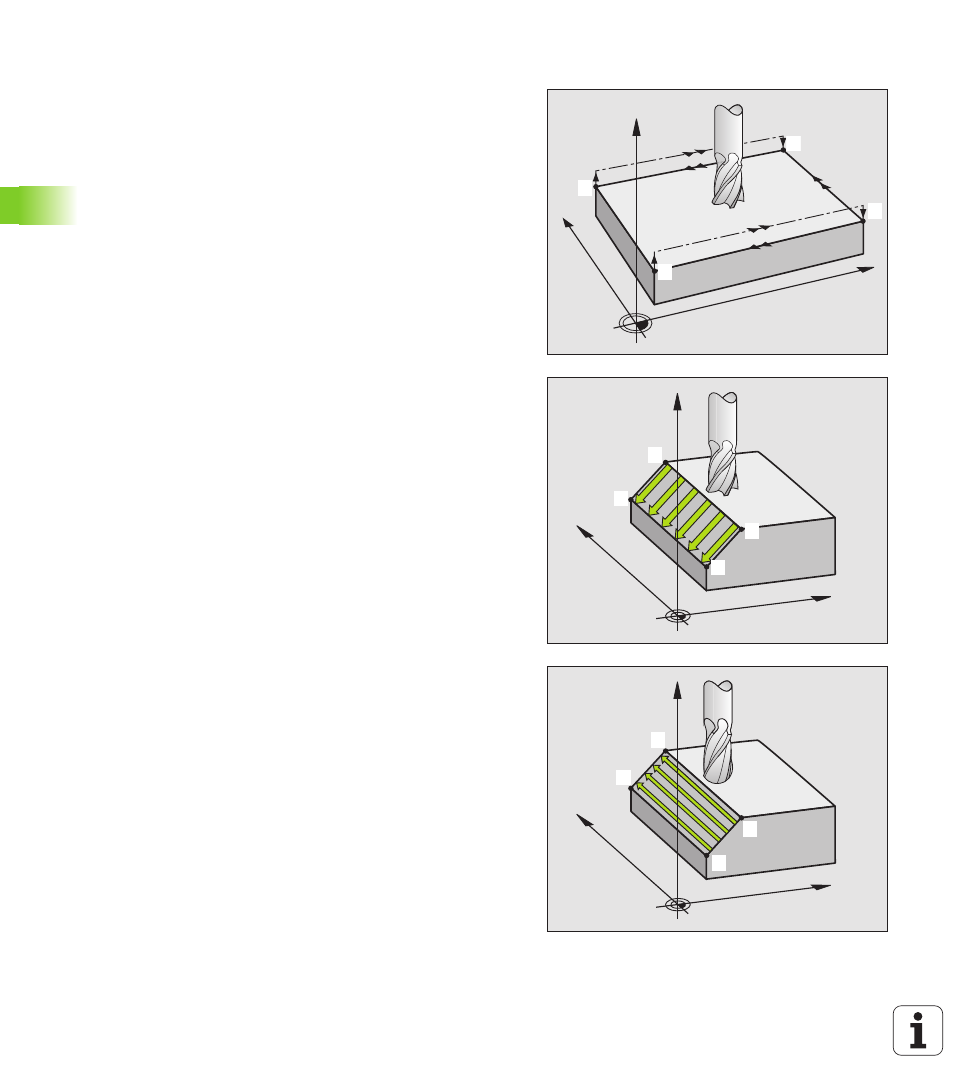
РЕГУЛИРУЕМАЯ ПЛОЩАДЬ (цикл G231)
1 УЧПУ позиционирует инструмент от актуальной позиции с 3D-
движением прямых на точку старта
1
2 Потом инструмент перемещается с программированной
подачей фрезерования на конечную точку
2
3 Там УЧПУ перемещает инструмент на ускоренном ходу на
диаметр инструмента в положительном направлении оси
шпинделя и затем снова обратно к точке старта
1
4 В точке старта
1
УЧПУ перемещает инструмент снова на
охваченное в последнюю очередь Z-значение
5 Затем УЧПУ смещает инструмент по всем 3 осям от точки
1
в
направлении точки
4
на следующую строку
6 Потом УЧПУ перемещает инструмент на конечную точку этой
строки. Конечную точку УЧПУ рассчитывает из точки
2
и
смещения в направлении точки
3
7 Фрезерование таким способом повторяется, до полной
обработки заданной поверхности
8 На конец УЧПУ позиционирует инструмент на диаметр
инструмента над найвысшей заданной точкой по оси
шпинделя
Ведение резания
Точка старта и тем самым направление фрезерования стоят на
выбор, так как УЧПУ выполняет отдельные проходы
принципиально от точки
1
до точки
2
и общий проход пробегает от
точки
1
/
2
до точки
3
/
4
. Можете назначить точку
1
в каждом углу
обрабатываемой поверхности.
Вы можете оптимировать качество поверхности в случае
использования концевых фрез:
Применяя толкающее резание (координата оси шпинделя точка
1
больше чем координата оси шпинделя точка
2
) при мало
наклонённых поверхностях.
Применяя тянущее резание (координата оси шпниделя точка
1
меньше координаты оси шпинделя точка
2
) при сильно
наклонённых поверхностях
При перекошенных поверхностях, назначить направление
главного движения (от точки
1
к точке
2
) в направлении
большего наклона
X
Y
Z
11
14
13
12
X
Y
Z
11
12
13
14
X
Y
Z
11
14
12
13