Допуск (цикл g62), 10 специальные цик л ы – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-01) ISO programming
Страница 415
HEIDENHAIN iTNC 530
415
8.10
Специальные
цик
л
ы
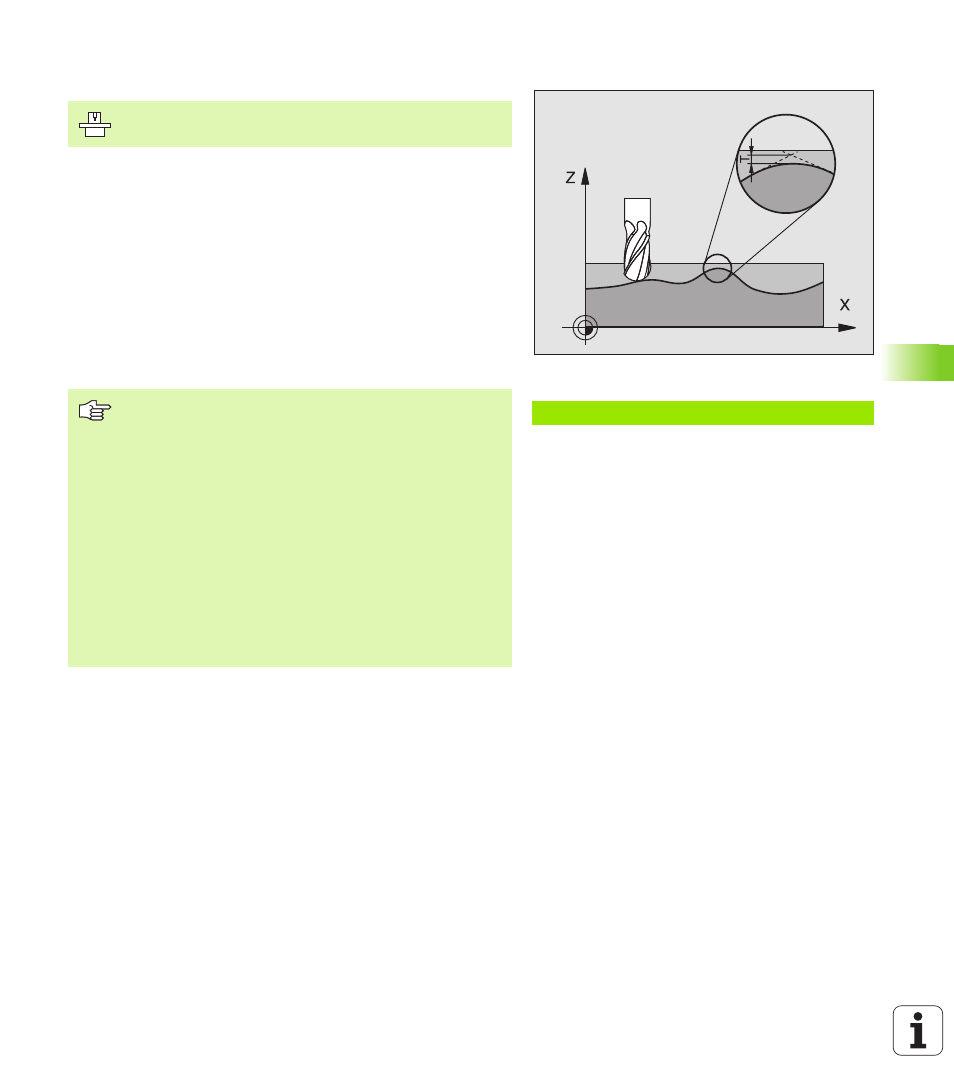
ДОПУСК (цикл G62)
УЧПУ гладит автоматически контур между любыми
(корригированными или нескорригированными) элементами
контура. Таким образом инструмент перемещается непрерывно
на поверхности загатовки. Если требуется, УЧПУ уменьшает
автоматически программированную подачу, так что программа
отрабатывается всегда “без толчков” с максимальной скоростью.
Качество поверхности повышается и механика машины не
износится в большой степени.
Из-за выглаживания возникает отклонение от контура. Величина
отклонения от контура (значение допуска) определена в
параметре станка производителем машин. С помощью цикла G62
можете изменить преднастроенное значение допуска и выбирать
разные настройки фильтра.
Пример: ЧУ-запись
N78 G62 T0,05 P01 0 P02 5*
Станок и УЧПУ должны быть подготовлены
производителем станков.
Обратите внимание перед программированием
Цикл G62 является DEF-активным, что означает, он
действует с его определения в программе.
Сбрасываете цикл G62, определяя повторно цикл G62
и потверждая вопрос диалога о Значении допуска с
NO ENT. Преднастроеный допуск становится снова
активным после сброса.
Введенное значение допуска T интерпретируется
УЧПУ в MM-программе в единицы измерения мм и в
Inch-программе в единицы измерения дюйм.
Если вчитываете программу с циклом 32, содержащую
в качестве параметра цикла только Значение допуска
T, то УЧПУ включает в данном случае остальных два
параметра со значением 0.