Протягивание (цикл g122), Смотри “протягивание, Цикл g122)” на странице 350) – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-01) ISO programming
Страница 350: Требуется), G23 чистовая обработка на, 6 sl- цик л ы
350
8 Программирование: Циклы
8.6 SL-
цик
л
ы
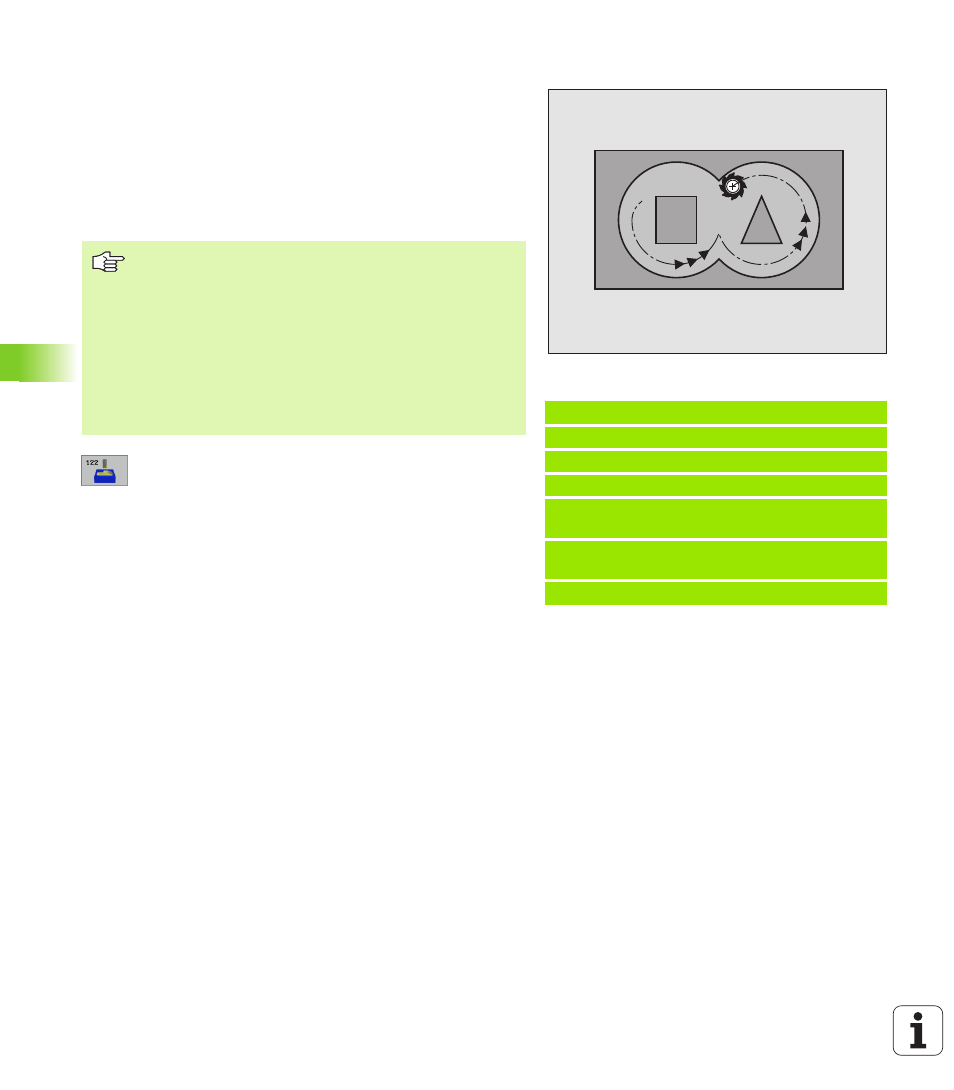
ПРОТЯГИВАНИЕ (цикл G122)
1 УЧПУ позиционирует инструмент над пунктом врезания; при
этом учитывается припуск на чистовую обработку со стороны
2 На первой глубине подвода инструмент фрезерует контур из
внутри к наружии с рабочей подачей Q12
3 При этом контуры остравов (здесь: C/D) фрезеруются с
приближением к контуру кармана (здесь: A/B)
4 Затем УЧПУ проходит контур кармана до конца и отводит
инструмент обратно на безопасную высоту
8
Глубина подвода Q10 (инкрементно): Размер, на
который каждый раз инструмент подводится.
8
Подача подвода на глубину Q11: Подача на
глубину в мм/мин)
8
Подача очистки Q12: Подача фрезерования вмм/
мин)
8
Номер инструмента протягивания Q18: Номер
инструмента, с помощью которого УЧПУ
выполнило предпротягивание. Если не
осуществлялось предпротягивание введите “0”;
если введите здесь какой-то номер, УЧПУ
предпротягивает только ту часть, которая не
могла обрабатываться с помощью
предпротяжного инструмента.
Если не возможно подвести инструмент к участку
дополнительного прошивания со стороны, то
УЧПУ врезает маятниковым движением; для этого
Вы должны определить в таблицы инструментов
TOOL.T, (смотри “Данные инструмента”, страница
145) длину лезвия LCUTS и максимальный угол
погружения ANGLE инструмента. В другом случае
УЧПУ выдаёт сообщение об ошибках
8
Подача маятчиковым движением Q19: Подача
фрезерования вмм/мин)
8
Подача отвода Q208: Скорость перемещения
инструмента при выходе после обработки в мм/
мин. Если вводите Q208=0, то УЧПУ выходит с
подачей Q12 из отверстия
Пример: ЧУ-запись
N59 G122 ПРОТЯГИВАНИЕ
Q10=+5
;ГЛУБИНА ПОДВОДА
Q11=100
;ПОДАЧА НА ГЛУБИНУ
Q12=350
;ПОДАЧА ПРОТЯГИВАНИЯ
Q18=1
;ИНСТРУМЕНТ
ПРЕДПРОТЯГИВАНИЯ
Q19=150
;ПОДАЧА КАЧАЮЩИМ
ДВИЖЕНИЕМ
Q208=99999 ;ПОДАЧА ВОЗВРАТА
C
D
A
B
Обратите внимание перед программированием
При необходимости используйте фрезу с режущим по
середине торцовым зубом (ДИН 844) или
предсверлите с помощью цикла G121.
Если в таблицы инструментов определяете
инструмент для очистки в графе ANGLE угол
погружения, то УЧПУ перемещается Helix-движением
на соответственную глубину очистки (смотри “Таблица