Данные контура (цикл g120), Требуется), G121 предсверление (используется – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-01) ISO programming
Страница 348: 6 sl- цик л ы
348
8 Программирование: Циклы
8.6 SL-
цик
л
ы
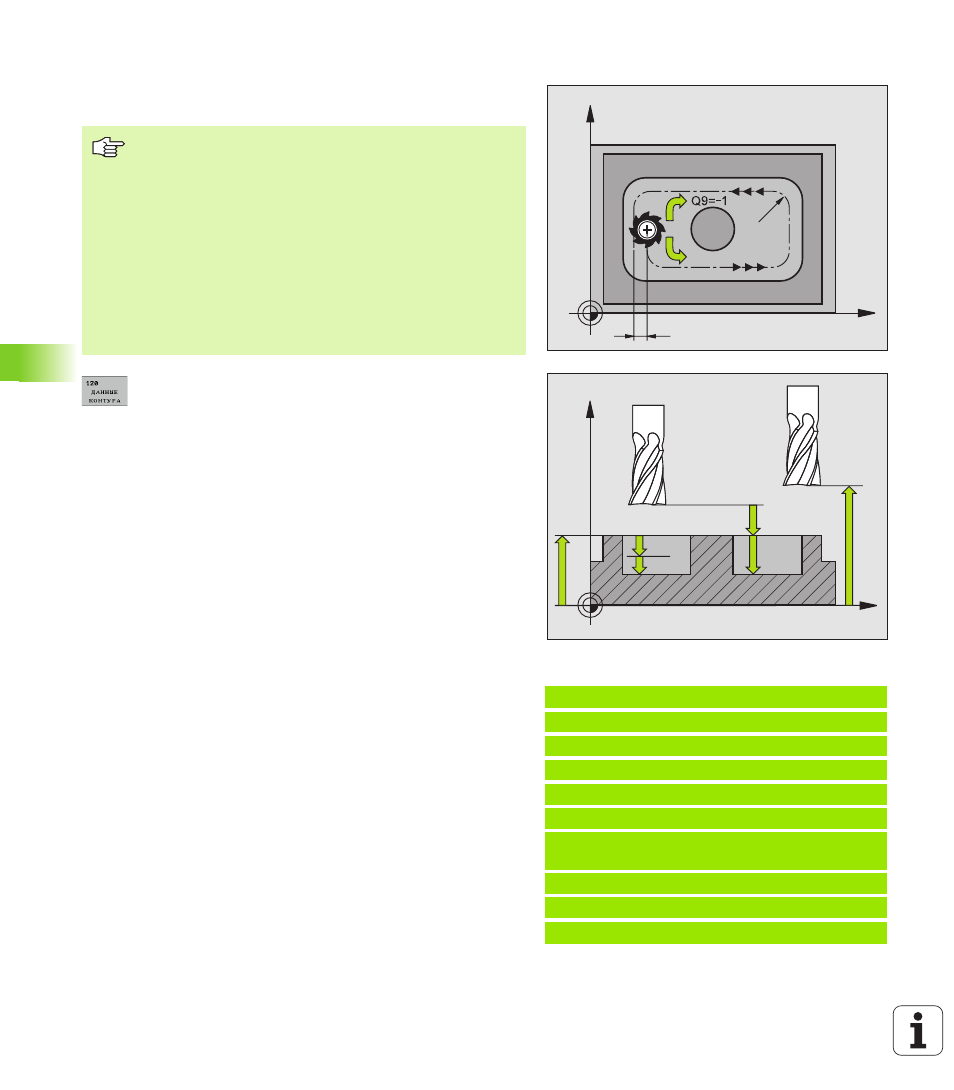
ДАННЫЕ КОНТУРА (цикл G120)
В цикле G120 вводите информацию о обработке для подпрограмм
с подконтурами.
8
Глубина фрезерования Q1 (инкрементно):
Расстояние поверхности детали – дна кармана.
8
Наложение траектории коэфицент Q2: Q2 x
радиус детали дает подвод со стороны k.
8
Припуск на чистовую обработку со стороны Q3
(инкрементно): Припуск на чистовую обработку на
плоскости обработки.
8
Припуск на чистовую обработку на глубине Q4
(инкрементно): Припуск на чистовую обработку на
глубине.
8
Kоордината поверхности детали Q5
(абсолютно): Абсолютная координата
поверхности загатовки
8
безопасное расстояние Q6 (инкрементно):
Расстояние между торцовой стороной
инструмента и поверхностью детали
8
Безопасная высота Q7: (абсолютно):
Абсолютная высота, на которой не может
произойти столкновение с загатовкой (для
промежуточного позиционирования и возврата в
конце цикла)
8
Внутренний радиус закругления Q8: Радиус
закругленя на внутренних “углах”; заданное
значение относится к траектории центра
инструмента
8
Направление вращения? По часовой стрелке =
-1 Q9: Направление обработки для карманов
по часовой стрелке (Q9 = -1 встречная
обработка для карманов и островов)
против часовой стрелки (Q9 = +1 попутная
обработка для карманов и островов)
Можете проверить параметры обработки при прервании
программы и при необходимости их переписывать.
Пример: ЧУ-запись
N57 G120 ДАННЫЕ КОНТУРА
Q1=-20
;ГЛУБИНА ФРЕЗЕРОВАНИЯ
Q2=1
;ПЕРЕКРЫТИЕ ТРАЕКТОРИИ
Q3=+0.2
;ПРИПУСК СТОРОНА
Q4=+0.1
;ПРИПУСК ГЛУБИНА
Q5=+30
;КООРД.ПОВЕРХНОСТИ
Q6=2
;БЕЗОПАСНОЕ
РАССТОЯНИЕ
Q7=+80
;БЕЗОПАСНАЯ ВЫСОТА
Q8=0.5
;РАДИУС ЗАКРУГЛЕНИЯ
Q9=+1
;НАПРАВЛЕНИЕ ВРАЩЕНИЯ
X
Y
k
Q9=+1
Q8
X
Z
Q6
Q7
Q1
Q10
Q5
Обратите внимание перед программированием
Цикл G120 является DEF-активным, что означает G120
действует с его определения в программе обработки.
Знак числа параметра цикла Глубина определяет
направление обработки. Если программируете Глубину
= 0, то УЧПУ не выполняет соответственного цикла.
Указанная в цикле G120 информация о обработке
действует для циклов от G121 до G124.
Если применяете SL-цикли в программах с Q-
параметрами, то Вам нельзя использовать параметров
от Q1 до Q19 в качестве параметров программы.