8 цик л ы для фрез еров ания пов ер х но стей – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-01) ISO programming
Страница 388
388
8 Программирование: Циклы
8.8
Цик
л
ы
для
фрез
еров
ания
пов
ер
х
но
стей
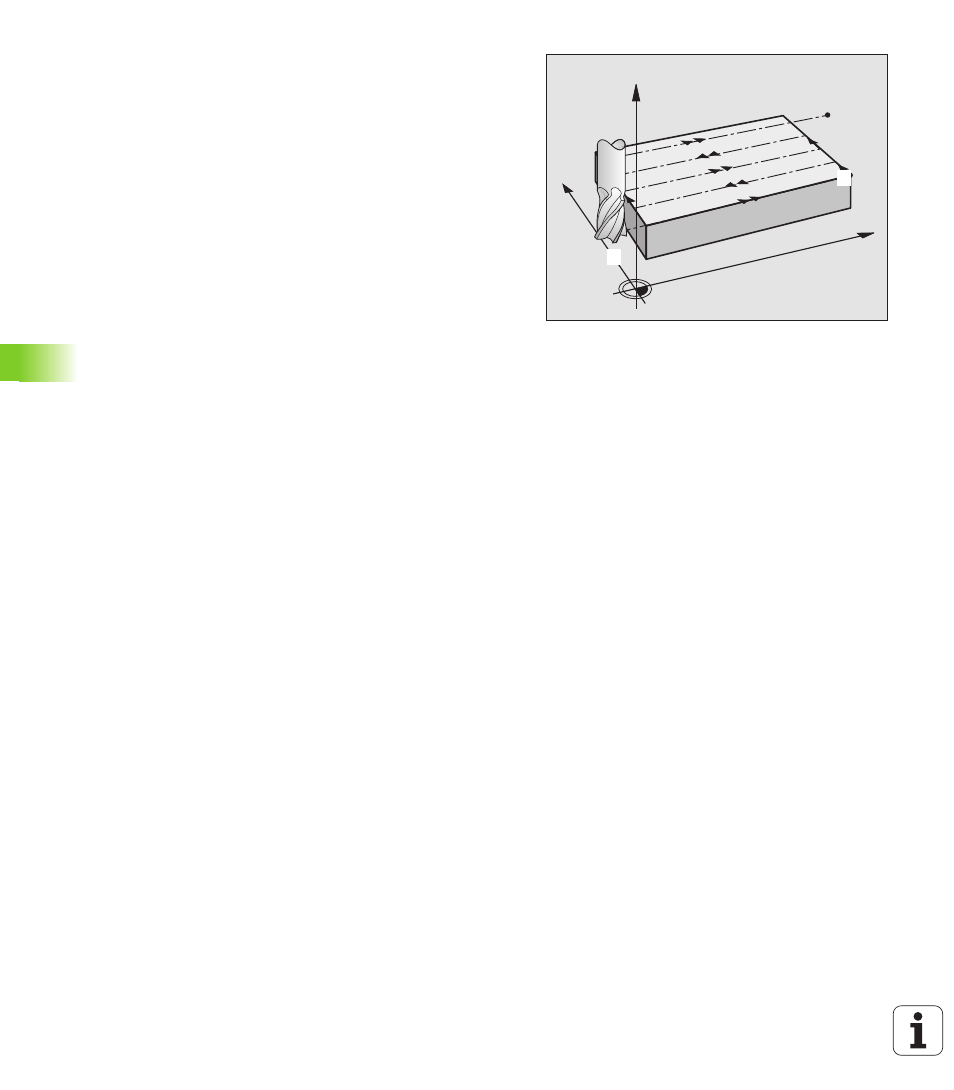
Стратегия Q389=1
3 Потом инструмент перемещается с программированной
подачей фрезерования на конечную точку
2
. Конечная точка
лежит внутри поверхности, УЧПУ расчитывает ее из
программированной точки старта, программированной длины
и радиуса инструмента
4 УЧПУ смещает инструмент с подачей предпозиционирования
поперечно на точку старта следующей строки; УЧПУ
расчитывает смещение из программированной ширины,
радиуса инструмента и максимального коэфицента наложения
траекторий
5 Потом инструмент перемещается обратно в направлении
точки старта
1
. Смещение на следующую строку
осуществляется снова внутри детали
6 Фрезерование таким способом повторяется, до полной
обработки заданной поверхности В конце последнего прохода
осуществляется подвод на следующую глубину обработки
7 Для избежания пустых проходов, плоскость обрабатывается
затем в обратной последовательности
8 Операция повторяется, пока все подводы будут выполнены.
При последнем подводе фрезеруется лишь записанный
припуск на чистовую обработку с подачей чистовой обработки
9 В конце УЧПУ перемещает инструмент на ускоренном ходе
обратно на 2. безопасное расстояние
X
Y
Z
11
12