8 цик л ы для фрез еров ания пов ер х но стей – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-01) ISO programming
Страница 385
HEIDENHAIN iTNC 530
385
8.8
Цик
л
ы
для
фрез
еров
ания
пов
ер
х
но
стей
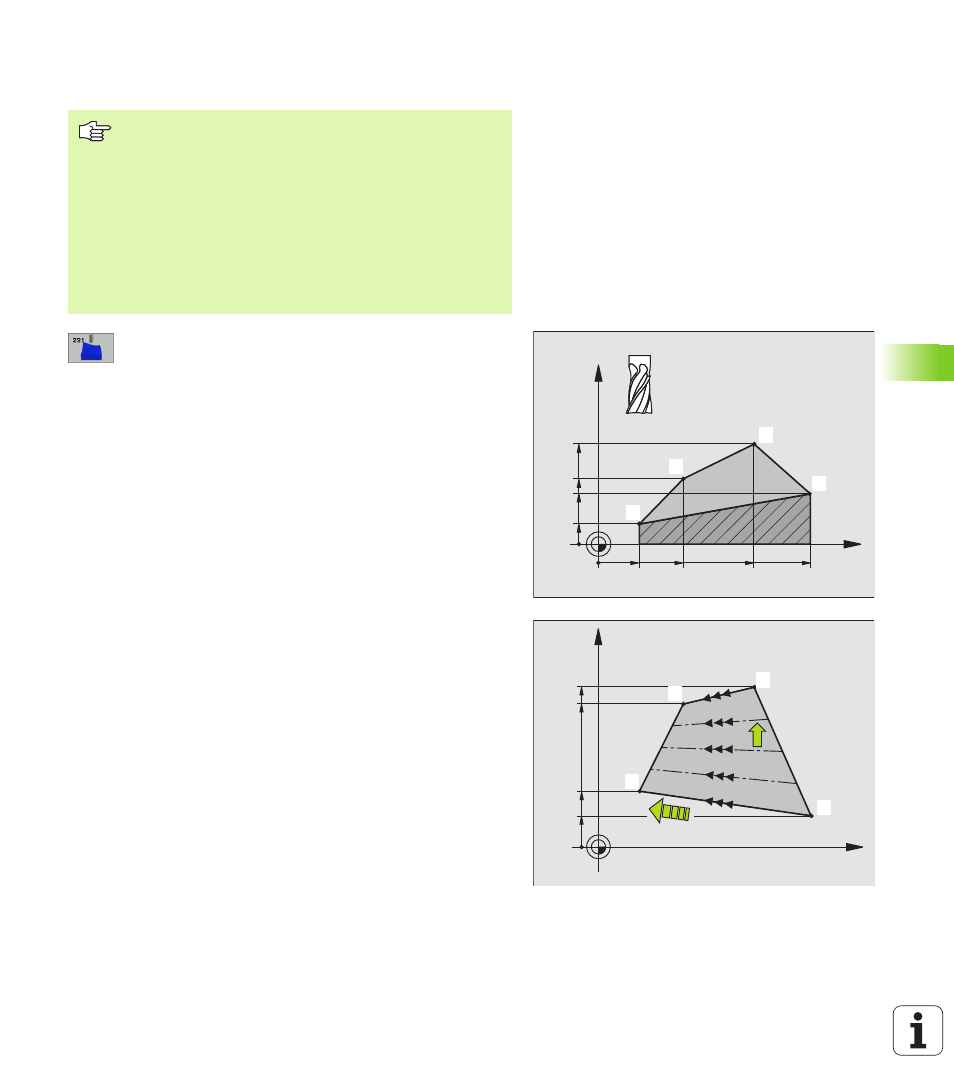
При перекошенных поверхностях, назначить направление
главного движения (от точки
1
к точке
2
) перпендикулярно к
направлении самого большого наклона
8
Точка старта 1-ой оси Q225 (абсолютно):
Координата точки старта фрезерованной
поверхности на главной оси плоскости обработки
8
Точка старта 2-ой оси Q226 (абсолютно):
Координата точки старта фрезерованной
поверхности на главной оси плоскости обработки
8
Точка старта 3-ой оси Q227 (абсолютно):
Координата точки старта фрезерованной
плоскости на оси шпинделя
8
2. Точка 1-ой оси Q228 (абсолютно): Координата
конечной точки фрезерованной поверхности на
главной оси плоскости обработки
8
2. Точка 2-ой оси Q229 (абсолютно): Координата
конечной точки фрезерованной поверхности на
главной оси плоскости обработки
8
2. Точка 3-ой оси Q230 (абсолютно): Координата
точки старта фрезерованной плоскости на оси
шпинделя
8
3. Точка 1-ой оси Q231 (абсолютно): Координата
точки
3
на главной оси плоскости обработки
8
3. Точка 2-ой оси Q232 (абсолютно): Координата
точки
3
на главной оси плоскости обработки
8
3. Точка 3-ой оси Q233 (абсолютно): Координата
точки
3
на оси шпинделя
Обратите внимание перед программированием
УЧПУ позиционирует инструмент от актуальной
позиции с 3D-движением прямых на точку старта
1
Так
предпозиционировать инструмент, чтобы не наступило
столкновение с загатовкой или зажимными
приспособлениями.
УЧПУ перемещает инструмент с коррекцией радиуса
G40 между введёнными положениями
При необходимости использовать фрезу с режущим по
середине торцовым зубом (ДИН 844).
X
Z
Q236
Q233
Q227
Q230
Q228
Q225
Q234
Q231
11
12
13
14
X
Y
Q229
Q207
N = Q240
Q226
Q232
Q235
11
12
13
14