Универсальное сверление (цикл g203), Предпозиционированием, 2-ое, Безопасное расстояние, ломка стружки – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-01) ISO programming
Страница 256: Дегрессия
256
8 Программирование: Циклы
8.3
Цик
л
ы
для
св
ер
л
е
ния
, нарез
а
ния
вну
тренней
резьбы
и
фрез
еров
ания
резьбы
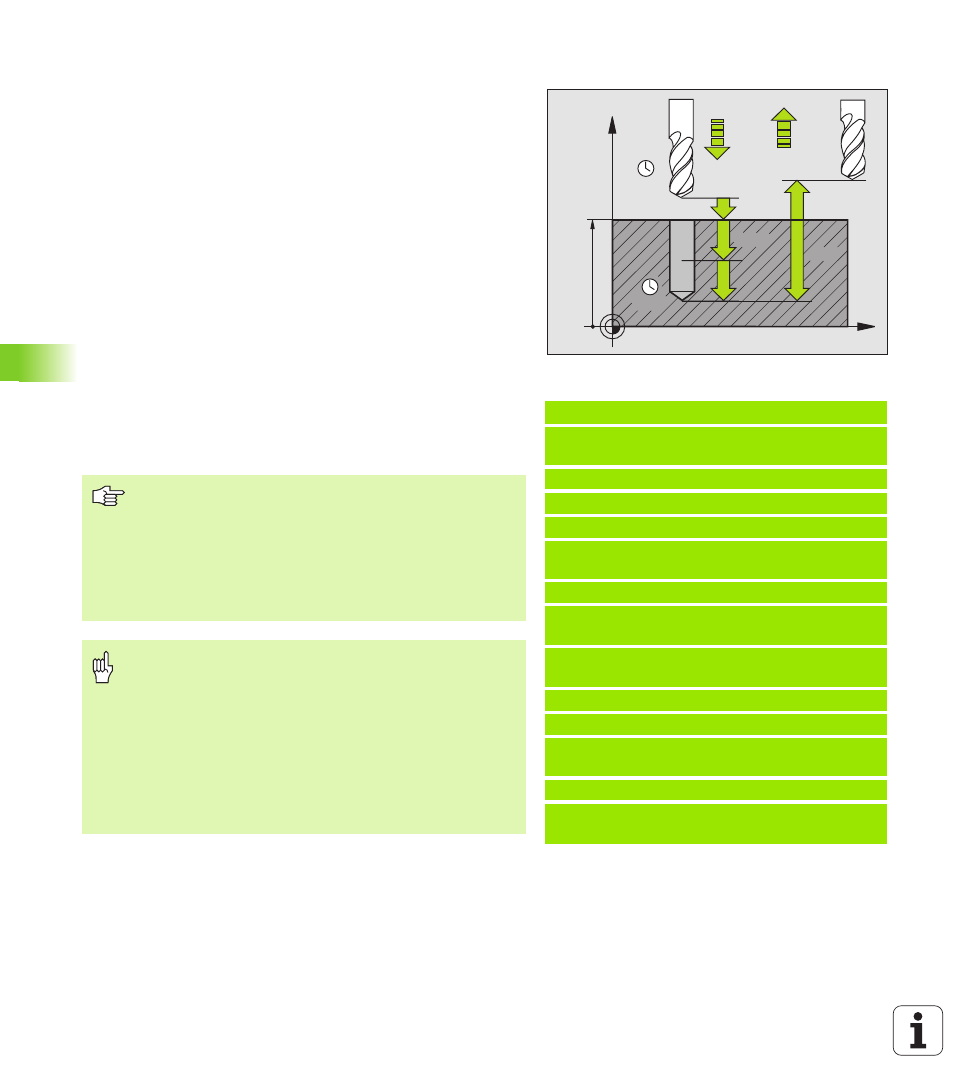
УНИВЕРСАЛЬНОЕ СВЕРЛЕНИЕ (цикл G203)
1 УЧПУ позиционирует инструмент по оси шпинделя на
ускоренном ходе на введенное безопасное расстояние над
поверхностью загатовки
2 Инструмент сверлит с введенной подачей F до первой
глубины подвода
3 Если введено ломание стружки, то УЧПУ перемещает
инструмент обратно на заданное значение возврата. Если
работаете без ломания стружки, то УЧПУ перемещает
инструмент с подачей возврата на безопасное расстояние,
пребывает там –если введено – и перемещает снова с
ускоренным ходом на безопасное расстояние над первую
глубину подвода
4 Затем инструмент сверлит с заданной подачей F на дальшую
глубину подвода. Глубина подвода уменьшается с каждым
подводом на количество снятия материала – если введено.
5 УЧПУ повторяет эту операцию (2-4), пока будет достигнута
глубина сверления
6 На дне отверстия инструмент пребывает – если введено– для
выхода из материала и после времени пребывания с подачей
возврата на безопасное расстояние. Если Вы ввели 2-ое
безопасное расстояние, то УЧПУ перемещает инструмент с
ускоренным ходом туда
Пример: ЧУ-блоки
N110 G203 УНИВЕРСАЛЬНОЕ СВЕРЛЕНИЕ
Q200=2
;БЕЗОПАСНОЕ
РАССТОЯНИЕ
Q201=-20 ;ГЛУБИНА
Q206=150 ;ПОДАЧА НА ГЛУБИНУ
Q202=5
;ГЛУБИНА ПОДВОДА
Q210=0
;ВРЕМЯ ПРЕБЫВАНИЯ
ВВЕРХУ
Q203=+20 ;КООРД.ПОВЕРХНОСТИ
Q204=50
;2. БЕЗОПАСНОЕ
РАССТОЯНИЕ
Q212=0.2 ;КОЛИЧЕСТВО
СНИМАЕМОГО МАТЕРИАЛА
Q213=3
;ЛОМАНИЕ СТРУЖКИ
Q205=3
;МИН. ГЛУБИНА ПОДВОДА
Q211=0.25 ;ВРЕМЯ ПРЕБЫВАНИЯ
ВНИЗУ
Q208=500 ;ПОДАЧА ВОЗВРАТА
Q256=0.2 ;ВОЗВР.ПРИ ЛОМАНИИ
СТРУЖКИ
X
Z
Q200
Q201
Q206
Q202
Q210
Q203
Q204
Q211
Q208
Обратите внимание перед программированием
Программируйте предложение позиционирования в
точке старта (центр отверстия) плосткости обработки с
коррекцией радиуса G40.
Знак числа параметра цикла Глубина определяет
направление обработки. Если программируете
Глубину = 0, то УЧПУ не выполняет цикла.
С помощью параметра станка 7441 бит 2
настроиваете, должно ли УЧПУ выдавать сообщение
об ошибках при вводе положительной глубины (бит
2=1) или нет (бит 2=0).
Внимание опасность столкновения!
Учтите, что УЧПУ при положительно введенной
глубине реверсирует рассчет предпозиции.
Инструмент перемещается на оси инструментов на
ускоренном ходе на безопасное расстояние под
поверхность обрабатываемой детали!