Программирование движений инструмента, 4 программы от кр ы ть и вв о д ить – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-01) ISO programming
Страница 106
106
4 Программирование: Основы, Управление файлами, помощь при программировании, Управление палетами
4.4
Программы
от
кр
ы
ть
и
вв
о
д
ить
Программирование движений инструмента
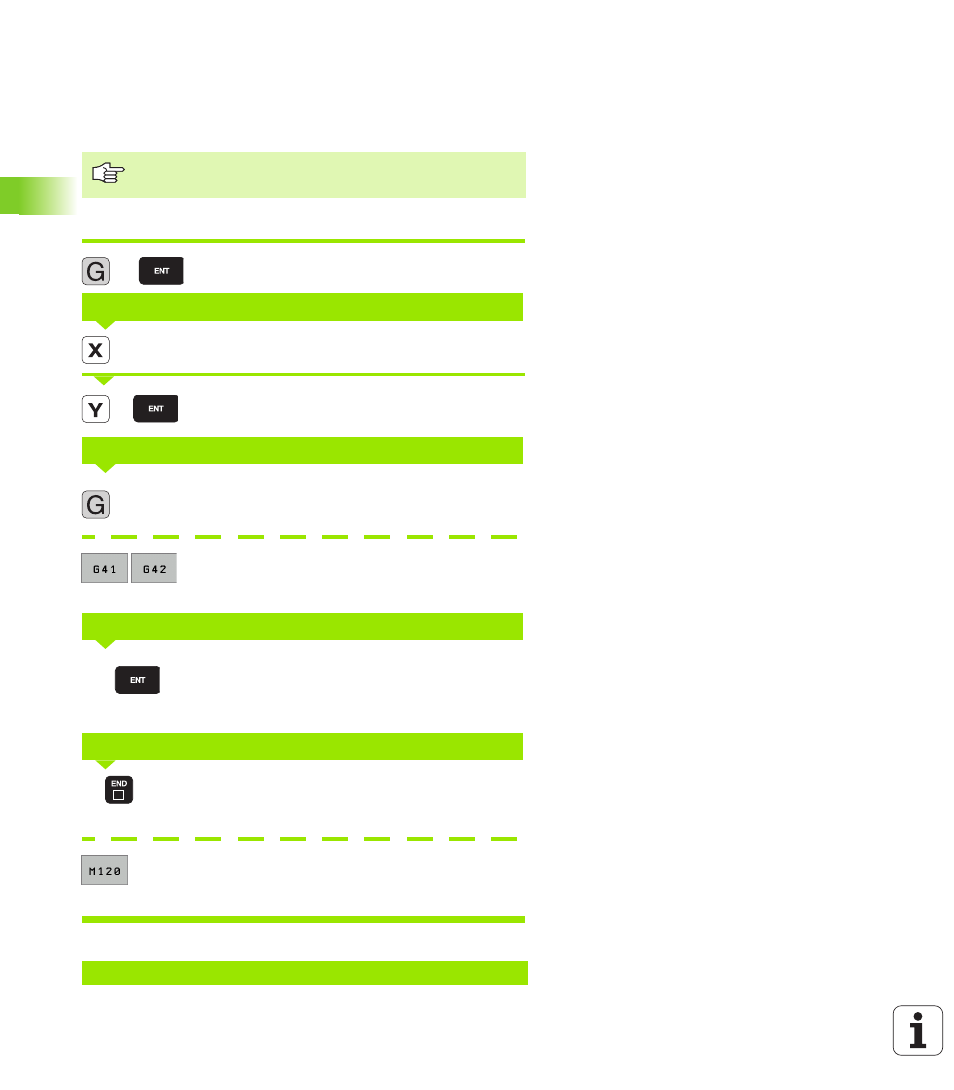
Для программирования блока, выберите пожалуйста клавишу
функции DIN/ISO на клавиатуре. Можете использовать серые
клавиши функции траектории, для получения соответственного
кода G.
Пример записи позиционирования
Открыть запись
Ввести целевую координату для оси X
Ввести целевую координату для оси Y, с помощью
клавиши ENT к следующему вопросу
Перемещение без коррекции радиуса
инструмента: Потвердить клавишей ENT или
переместить слева или справа от
программируемого контура: выбирать G41 или
G42 через программируемую клавишу
Подача для этого перемещения по контуру
составляет 750 мм/мин, с помощью клавиши ENT
потвердить
Ввести желаемую дополнительную функцию (нпр.
M3 шпиндель включить), с помощью клавиши END
заключить блок и записать в памяти
Выбрать указнную УЧПУ в линейке
программирумых клавишей дополнительную
функцию
Окно программы указывает строку:
Обратите внимание, что запись осуществляется с
большой буквы.
КООРДИНАТЫ ?
ТРАЕКТОРИЯ ЦЕНТРА ФРЕЗЫ
ПОДАЧА? F=
ДОПОЛНИТЕЛЬНАЯ ФУНКЦИџ M ?
N30 G01 G40 X+10 Y+5 F100 M3 *
1
10
5
40
750
3