Инструкция по эксплуатации HEIDENHAIN TNC 620 (340 56x-01) Touch Probe Cycles
Страница 88
88
3 Циклы измерительных щупов для автоматической проверки заготовки
3.2
Ав
то
м
атиче
ск
ое
определ
е
ние
опорных
то
ч
е
к
Новая точка привязки оси измерительного
щупа Q333 (aбсолютная): координата на оси
измерения, которую система ЧПУ должна задать
как опорную точку. Базовая настройка = 0.
Количество точек измерения (4/3) Q423: задает,
должна ли система ЧПУ выполнить измерение
цапфы в 4 или в 3 прохода измерения:
4: использовать 4 точки измерения (стандартная
настройка),
3: использовать 3 точки измерения.
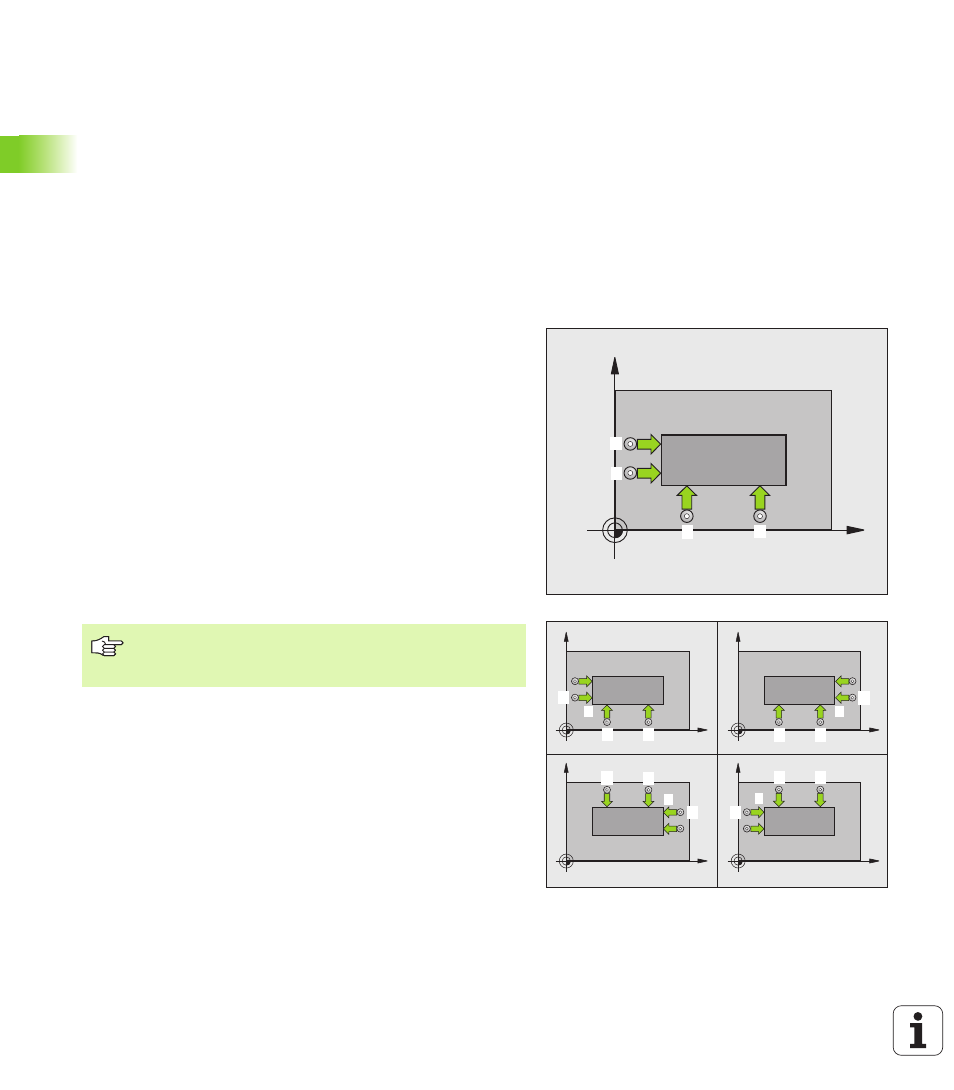
ТОЧКА ПРИВЯЗКИ К УГЛУ ПРЯМОУГОЛЬНОГО
ОСТРОВА (цикл измерительного щупа 414,
DIN/ISO: G414)
Цикл измерительного щупа 414 определяет точку пересечения
двух прямых и задает ее в качестве опорной. Альтернативно
система ЧПУ может записывать эту точку пересечения в таблицу
нулевых точек или в таблицу предустановок.
1 Система ЧПУ позиционирует измерительный щуп в режиме
ускоренной подачи (значение из колонки FMAX) и с помощью
алгоритма позиционирования (смотри „Отработка циклов
измерительных щупов” на странице 21) в первой точке
измерения
1
(см. верхний правый рисунок). При этом ЧПУ
смещает щуп на безопасное расстояние против
соответствующего направления перемещения.
2 Измерительный щуп перемещается на предварительно
заданную высоту измерения и производит первый
измерительный ход путем измерительной подачи (колонка F).
ЧПУ определяет направление контактирования
автоматически в зависимости от запрограммированной 3-й
точки измерения.
3 После чего щуп перемещается к следующей точке
2
и
выполняет второй измерительный ход.
4 Система ЧПУ позиционирует измерительный щуп в точке
измерения
3
, а затем в точке измерения
4
и выполняет третий
или четвертый измерительный ход.
5 Затем ЧПУ позиционирует щуп обратно на безопасную
высоту, обрабатывает распознанную опорную точку в
зависимости от параметров циклов Q303 и Q305 (смотри
„Сохранение рассчитанной точки привязки в памяти” на
странице 65) и сохраняет координаты распознанного угла в
приведенных далее параметрах Q.
X
Y
1
2
4
3
X
Y
X
Y
X
Y
X
Y
A
B
C
D
1
2
3
2
1
3
1
2
3
2
1
3
Система ЧПУ измеряет первую прямую всегда в
направлении вспомогательной оси плоскости
обработки.