3 ав то м атиче ск ое из мерение за го то во к – Инструкция по эксплуатации HEIDENHAIN TNC 620 (340 56x-01) Touch Probe Cycles
Страница 118
118
3 Циклы измерительных щупов для автоматической проверки заготовки
3.3
Ав
то
м
атиче
ск
ое
из
мерение
за
го
то
во
к
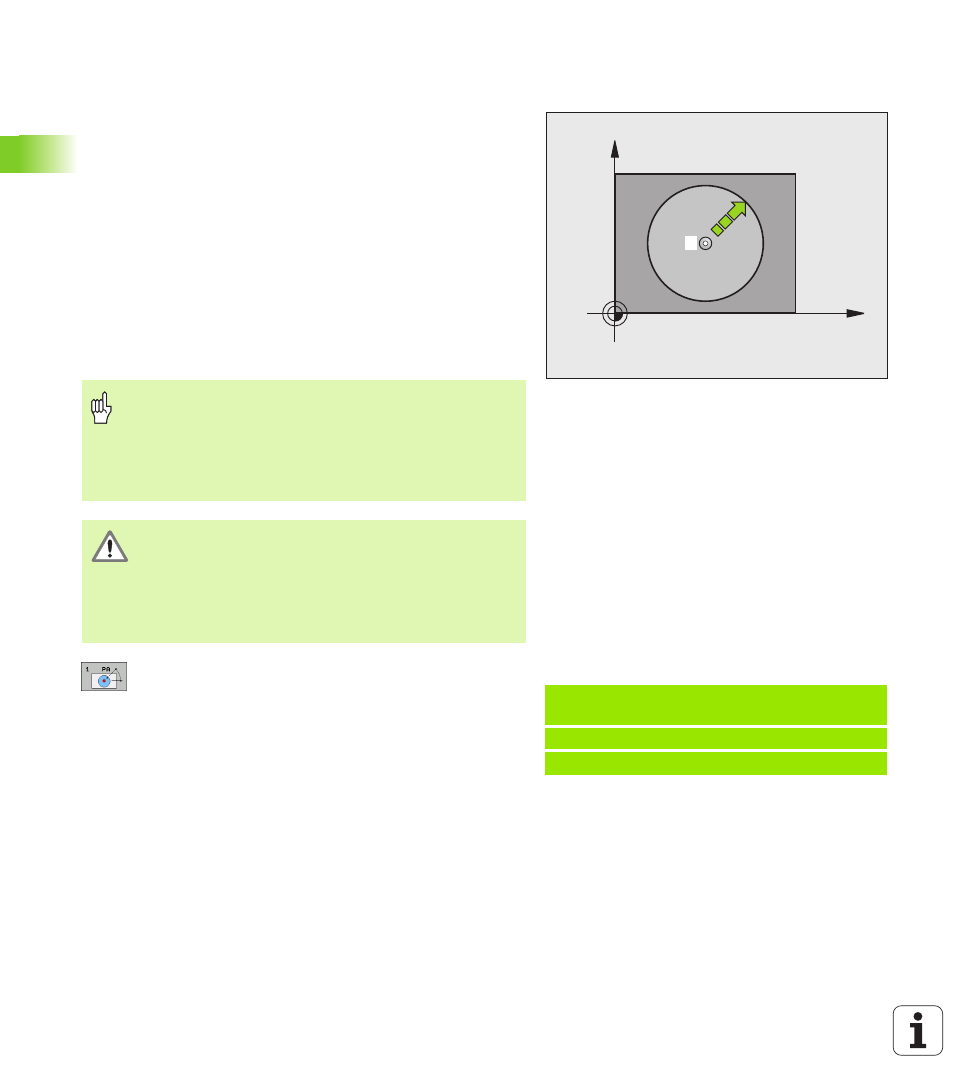
ОПОРНАЯ ПЛОСКОСТЬ полярно (цикл
измерительного щупа 1)
Цикл измерительного щупа 1 распознает в любом направлении
измерения произвольную позицию на заготовке.
1 Измерительный щуп перемещается на ускоренной подаче
(значение из колонки FMAX) в запрограммированную в цикле
предварительную позицию
1
.
2 Измерительный щуп проводит процедуру измерения с
подачей для измерения (колонка F). В процессе измерения
система ЧПУ перемещает одновременно 2 оси (зависит от
угла измерения). Направление измерения задается через
полярный угол в цикле.
3 После определения позиции щуп перемещается обратно в
точку старта операции измерения. Дополнительно система
ЧПУ записывает координаты позиции, на которой находится
измерительный щуп в момент сигнала переключения, в
параметры с Q115 до Q119.
Ось измерения: введите ось измерения с
помощью клавиши выбора или через клавиатуру
ASCII. Подтвердите клавишей ENT.
Угол измерения: угол относительно оси
измерения, по которой должен перемещаться
измерительный щуп.
Заданное значение позиции: введите все
координаты предпозиционирования щупа
клавишей выбора оси или через клавиатуру ASCII.
Завершите ввод, нажав клавишу ENT.
X
Y
1
Перед программированием необходимо
учитывать
Предварительное позиционирование щупа должно
выбираться так, чтобы столкновение при
перемещении к запрограммированной позиции
исключалось.
Определенная в цикле ось измерения задает
плоскость измерения:
X/Y-плоскость X-ось
X/Y-плоскость Y-ось
X/Y-плоскость Z-ось
Пример: Команды ЧПУ
67 TCH PROBE 1.0 ОПОРНАЯ ПЛОСКОСТЬ
ПОЛЯРНО
68 TCH PROBE 1.1 X УГОЛ: +30
69 TCH PROBE 1.2 X+5 Y+0 Z-5