3 ав то м атиче ск ое из мерение за го то во к – Инструкция по эксплуатации HEIDENHAIN TNC 620 (340 56x-01) Touch Probe Cycles
Страница 130
130
3 Циклы измерительных щупов для автоматической проверки заготовки
3.3
Ав
то
м
атиче
ск
ое
из
мерение
за
го
то
во
к
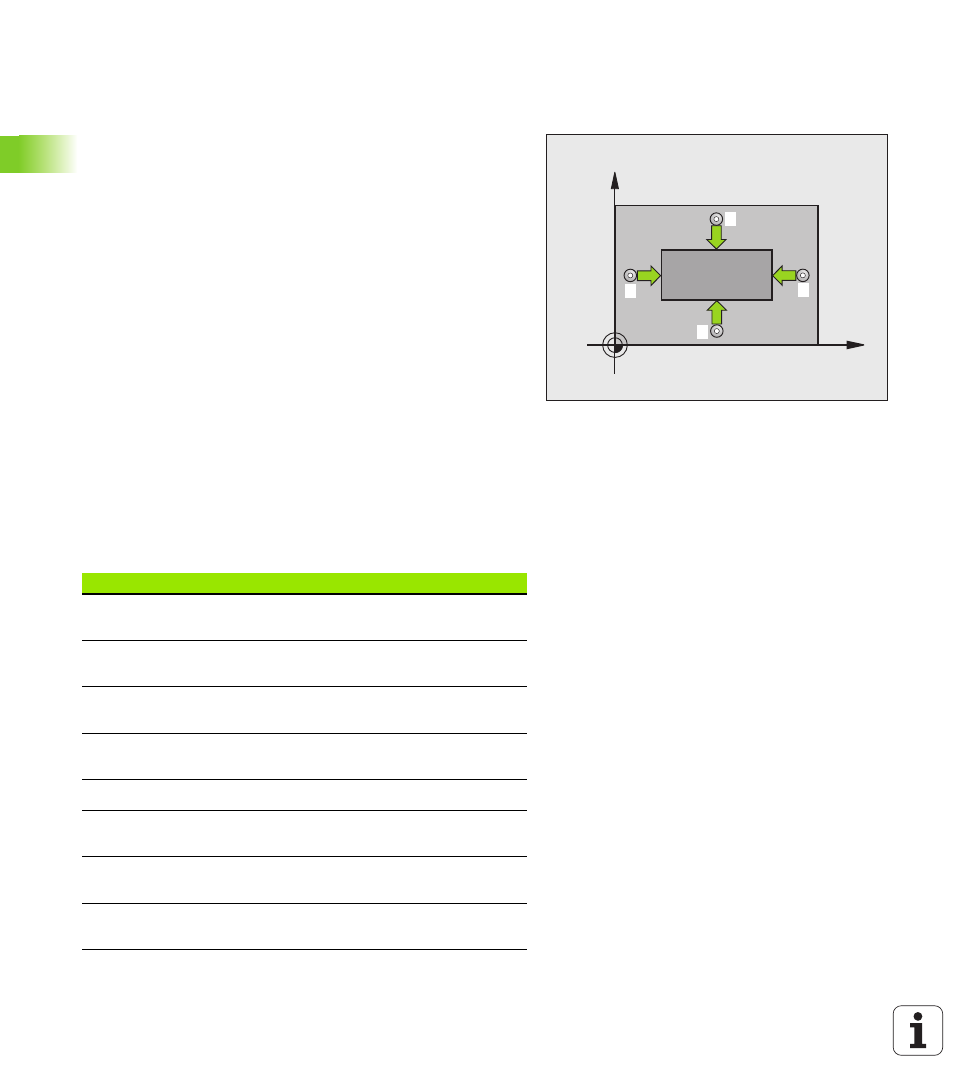
ИЗМЕРЕНИЕ ПРЯМОУГОЛЬНОГО ОСТРОВА
(цикл измерительного щупа 424, DIN/ISO:
G424)
Цикл измерительного щупа 424 определяет центр, а также длину
и ширину прямоугольной цапфы. Если в цикле задаются
соответствующие значения допуска, то ЧПУ осуществляет
сравнение заданного и фактического значения и записывает это
отклонение в системных параметрах.
1 Система ЧПУ позиционирует измерительный щуп в режиме
ускоренной подачи (значение из колонки FMAX) и с помощью
алгоритма позиционирования (смотри „Отработка циклов
измерительных щупов” на странице 21) в точке измерения
1
.
ЧПУ вычисляет точку измерения на основе данных, указанных
в цикле, и безопасного расстояния из колонки SET_UP
таблицы измерительного щупа.
2 Затем измерительный щуп перемещается на предварительно
заданную высоту измерения и производит первый
измерительный ход с подачей для измерения (колонка F).
3 После чего щуп перемещается либо параллельно к оси на
высоту измерения, либо линейно на безопасную высоту к
следующей точке
2
и выполняет там второй измерительный
ход.
4 Система ЧПУ позиционирует измерительный щуп в точке
измерения
3
, а затем в точке измерения
4
и выполняет третий
или четвертый измерительный ход.
5 Затем ЧПУ возвращает измерительный щуп на безопасную
высоту и записывает фактические значения и отклонения в
следующих параметрах Q:
X
Y
1
2
3
4
Номер параметра
Значение
Q151
Фактическое значение центра главной
оси
Q152
Фактическое значение центра
вспомогательной оси
Q154
Фактическое значение боковой длины
главной оси
Q155
Фактическое значение боковой длины
вспомогательной оси
Q161
Отклонение центра главной оси
Q162
Отклонение центра вспомогательной
оси
Q164
Отклонение длины стороны главной
оси
Q165
Отклонение длины стороны
вспомогательной оси