Инструкция по эксплуатации HEIDENHAIN TNC 620 (340 56x-01) Touch Probe Cycles
Страница 84
84
3 Циклы измерительных щупов для автоматической проверки заготовки
3.2
Ав
то
м
атиче
ск
ое
определ
е
ние
опорных
то
ч
е
к
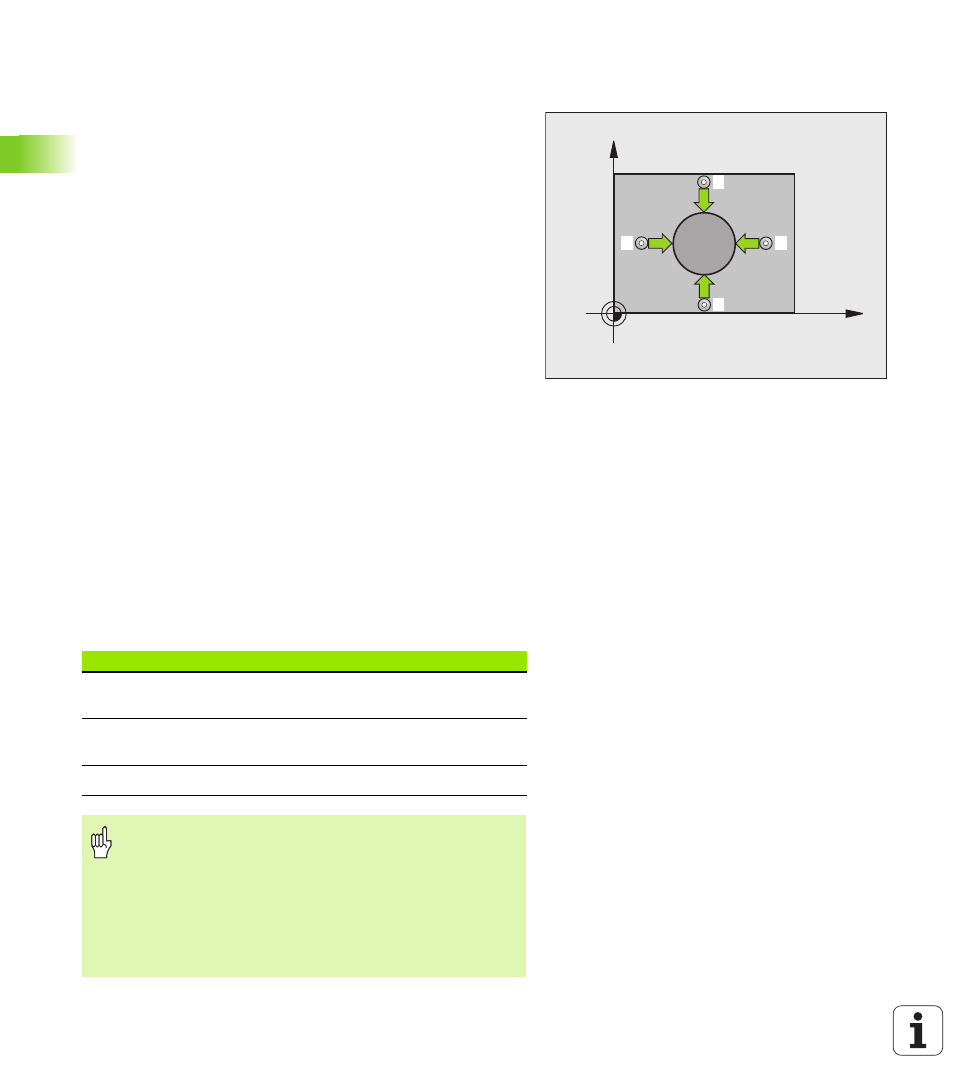
ТОЧКА ПРИВЯЗКИ К ЦЕНТРУ ЦАПФЫ (цикл
измерительного щупа 413, DIN/ISO: G413)
Цикл измерительного щупа 413 определяет центр цапфы и задает
его в качестве точки привязки. Альтернативно система ЧПУ может
записывать этот центр в таблицу нулевых точек или в таблицу
предустановок.
1 Система ЧПУ позиционирует измерительный щуп в режиме
ускоренной подачи (значение из колонки FMAX) и с помощью
алгоритма позиционирования (смотри „Отработка циклов
измерительных щупов” на странице 21) в точке измерения
1
.
ЧПУ вычисляет точку измерения на основе данных, указанных
в цикле, и безопасного расстояния из колонки SET_UP
таблицы измерительного щупа.
2 Измерительный щуп перемещается на предварительно
заданную высоту измерения и производит первый
измерительный ход путем измерительной подачи (колонка F).
ЧПУ определяет направление контактирования
автоматически в зависимости от программированного
стартового угла.
3 После чего щуп перемещается круговым движением либо на
высоту замера, либо на безопасную высоту к следующей точке
измерения
2
и выполняет там второй измерительный ход.
4 Система ЧПУ позиционирует измерительный щуп в точке
измерения
3
, а затем в точке измерения
4
и выполняет третий
или четвертый измерительный ход.
5 Затем ЧПУ позиционирует щуп обратно на безопасную
высоту, обрабатывает распознанную опорную точку в
зависимости от параметров цикла Q303 и Q305 (смотри
„Сохранение рассчитанной точки привязки в памяти” на
странице 65) и сохраняет фактическое значение в указанных
далее параметрах Q.
6 При необходимости система ЧПУ определяет опорную точку
на оси щупа отдельным циклом ощупывания.
X
Y
1
2
4
3
Номер параметра
Значение
Q151
Фактическое значение центра главной
оси
Q152
Фактическое значение центра
вспомогательной оси
Q153
Фактическое значение диаметра
Перед программированием необходимо
учитывать
Во избежание столкновения между щупом и деталью,
нужно ввести заданный завышенное знчение
диаметра цапфы.
Перед определением цикла должен быть
запрограммирован вызов инструмента для
определения оси измерительного щупа.