Инструкция по эксплуатации HEIDENHAIN TNC 620 (340 56x-01) Touch Probe Cycles
Страница 50
50
3 Циклы измерительных щупов для автоматической проверки заготовки
3.1
Ав
то
м
атиче
ск
ое
определ
ение
смещения
за
го
то
в
ки
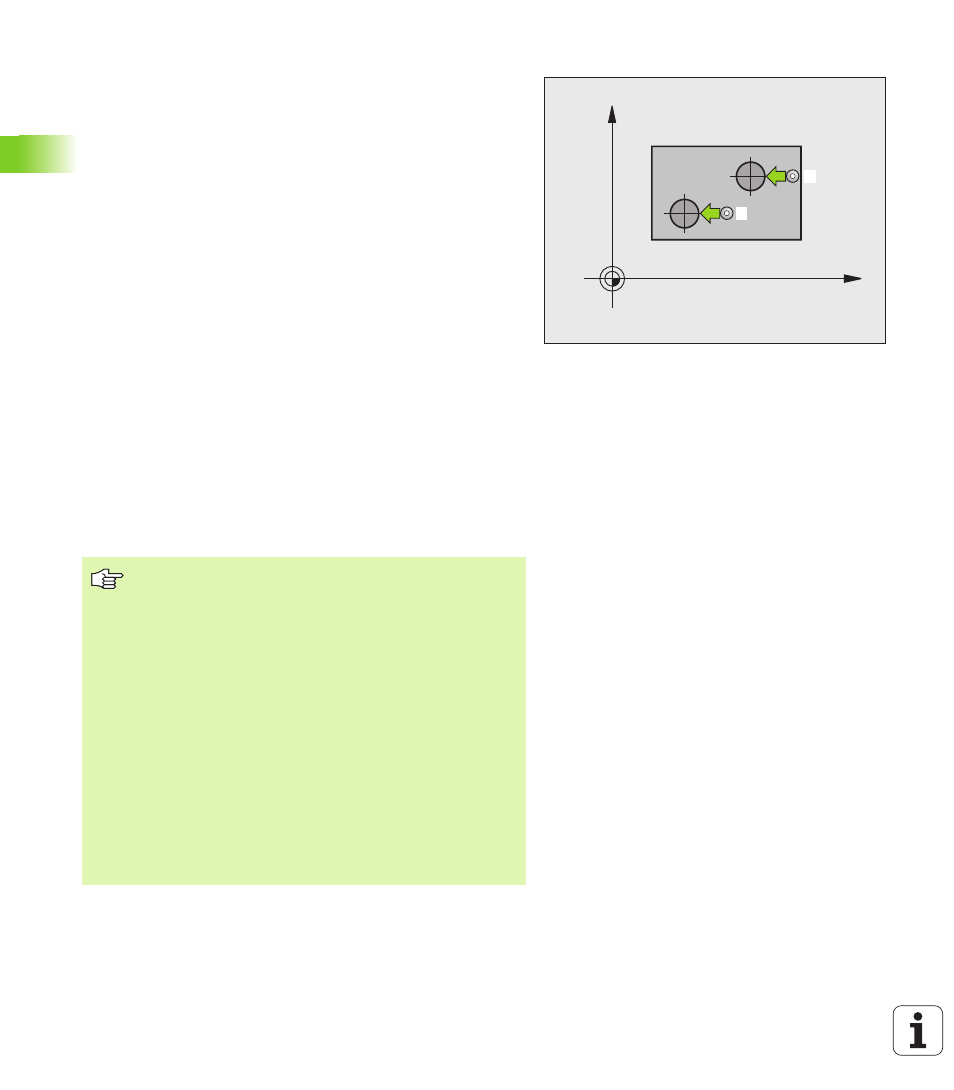
РАЗВОРОТ ПЛОСКОСТИ ОБРАБОТКИ по
двум цапфам (цикл измерительного
щупа 402, DIN/ISO: G402)
Цикл измерительного щупа 402 определяет центры двух цапф.
Затем система ЧПУ рассчитывает угол между главной осью
плоскости обработки и соединительной прямой центров цапф. С
помощью функции разворота плоскости обработки ЧПУ
компенсирует рассчитанное значение (Смотри также
“Компенсация смещения заготовки” на странице 32).
Альтернативно можно компенсировать определенное смещение
путем поворота круглого стола.
1 ЧПУ позиционирует измерительный щуп на ускоренной
подаче (значение из колонки FMAX) и с использованием
алгоритма позиционирования (смотри „Отработка циклов
измерительных щупов” на странице 21) на точку касания
1
первой цапфы.
2 Измерительный щуп перемещается на заданную высоту
измерения 1 и путем касания определяет первый центр
цапфы. Между смещенными на 90° точками касания
измерительный щуп перемещается по дуге окружности.
3 После чего щуп перемещается обратно на безопасную высоту
и позиционируется в точке касания
5
второй цапфы.
4 ЧПУ перемещает измерительный щуп на заданную высоту
измерения 2 и путем касания определяет второй центр
цапфы.
5 Потом ЧПУ перемещает щуп обратно на безопасную высоту и
осуществляет установленный разворот плоскости.
X
Y
1
5
Перед программированием необходимо
учитывать
Перед определением цикла должен быть
запрограммирован вызов инструмента для
определения оси измерительного щупа.
Система ЧПУ сбрасывает активный разворот
плоскости обработки в начале цикла в исходное
положение.
Этот цикл измерительного щупа не разрешен при
активной функции наклона плоскости обработки.
При компенсации смещения заготовки путем поворота
круглого стола ЧПУ автоматически использует
следующие оси вращения:
C для оси инструмента Z
B для оси инструмента Y
A для оси инструмента X