Инструкция по эксплуатации HEIDENHAIN TNC 320 (340 55x-04) Cycle programming
Страница 236
236
Циклы обработки: построчное фрезерование
10.4
ФРЕЗЕР
ОВ
АНИЕ
ПЛОСКОС
Т
ЕЙ
(
цик
л
232, DIN/ISO: G232)
U
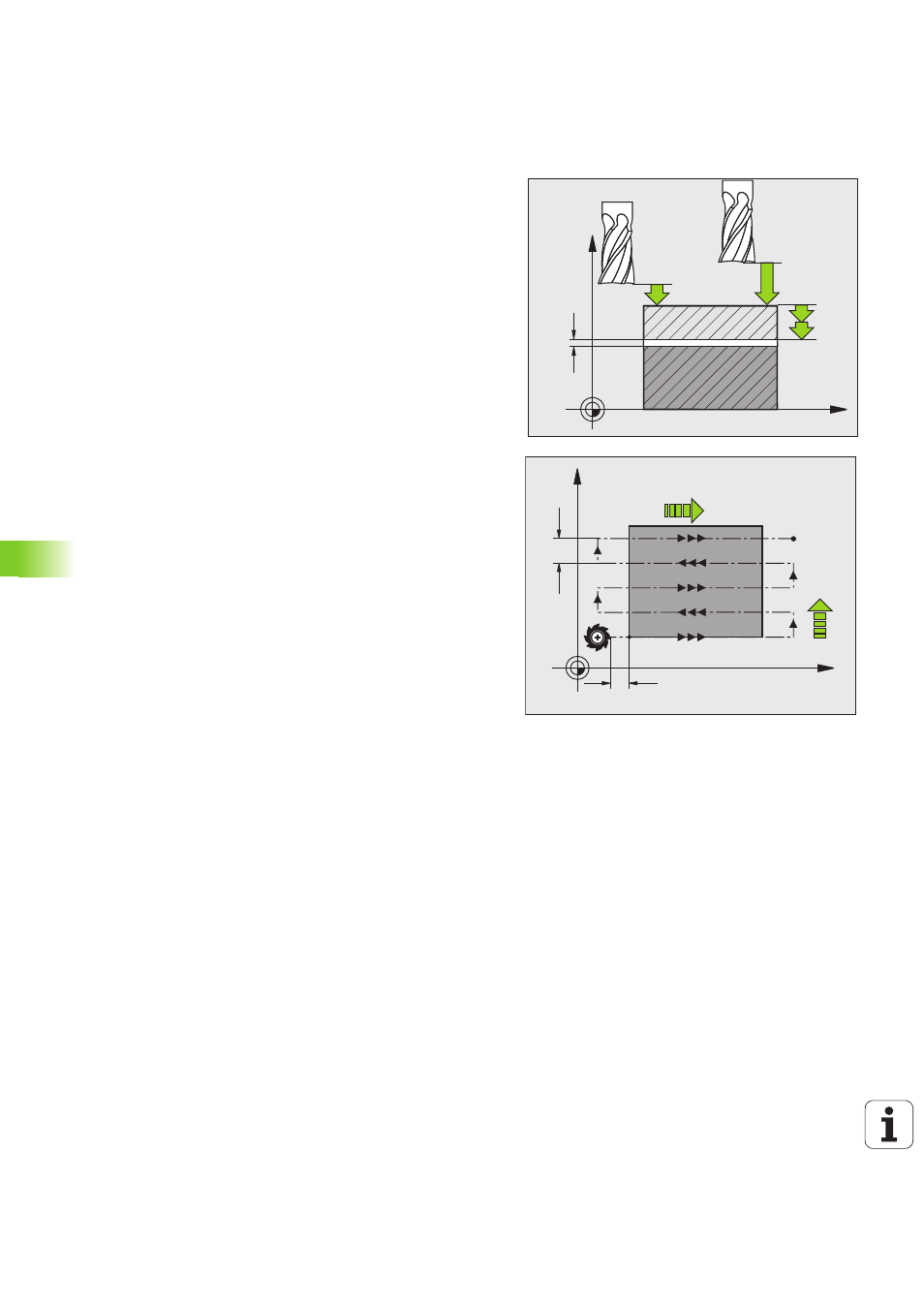
Максимальная глубина врезания Q202 (в
приращениях): максимальное значение, на
которое каждый раз врезается инструмент. ЧПУ
вычисляет фактическую глубину подачи на
основании разности между конечной и начальной
точками по оси инструмента с учетом припуска на
чистовую обработку таким образом, чтобы
обработка всякий раз велась с одинаковыми
подачами в глубину. Диапазон ввода от 0 до
99999,9999
U
Припуск для чистовой обработки дна Q369 (в
приращениях): значение, на которое следует
переместить инструмент для последнего
врезания. Диапазон ввода от 0 до 99999,9999
U
Maкс. коэффициент перекрытия траекторий
Q370: мaксимальное боковое врезание k. ЧПУ
рассчитывает фактическое врезание сбоку
исходя из значения 2-ой длины боковой
поверхности (Q219) и радиуса инструмента так,
что обработка всегда производится с
постоянным врезанием. Когда в таблицу
инструмента вводится радиус R2 (например,
радиус пластины при использовании концевой
фрезы), ЧПУ соответственно уменьшает боковое
врезание. Диапазон ввода от 0,1 до 1,9999
U
Подача фрезерования Q207: скорость
перемещения инструмента при фрезеровании в
мм/мин. Диапазон ввода от 0 до 99999,9999 или с
помощью FAUTO, FU, FZ
U
Подача чистовой обработка Q385: скорость
перемещения инструмента при фрезеровании
последнего врезания в мм/мин. Диапазон ввода от
0 до 99999,9999 или через FAUTO, FU, FZ
U
Подача предварительного позиционирования
Q253: скорость перемещения инструмента при
подводе к позиции старта и при движении на
следующую строку в мм/мин; если перемещение в
материале производится в поперечном
направлении (Q389=1), то ЧПУ осуществляет
подвод в поперечном направлении с подачей
фрезерования Q207 Диапазон ввода от 0 до
99999,9999 или через FMAX, FAUTO
X
Z
Q202
Q200
Q204
Q369
X
Y
Q357
Q253
Q207
k