Определение нормированного вектора, Смотри – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-05)
Страница 479
HEIDENHAIN iTNC 530
479
12.6
Тр
ех
м
е
р
н
а
я
к
оррекция
инстр
умента
(
ПО
-опция
2)
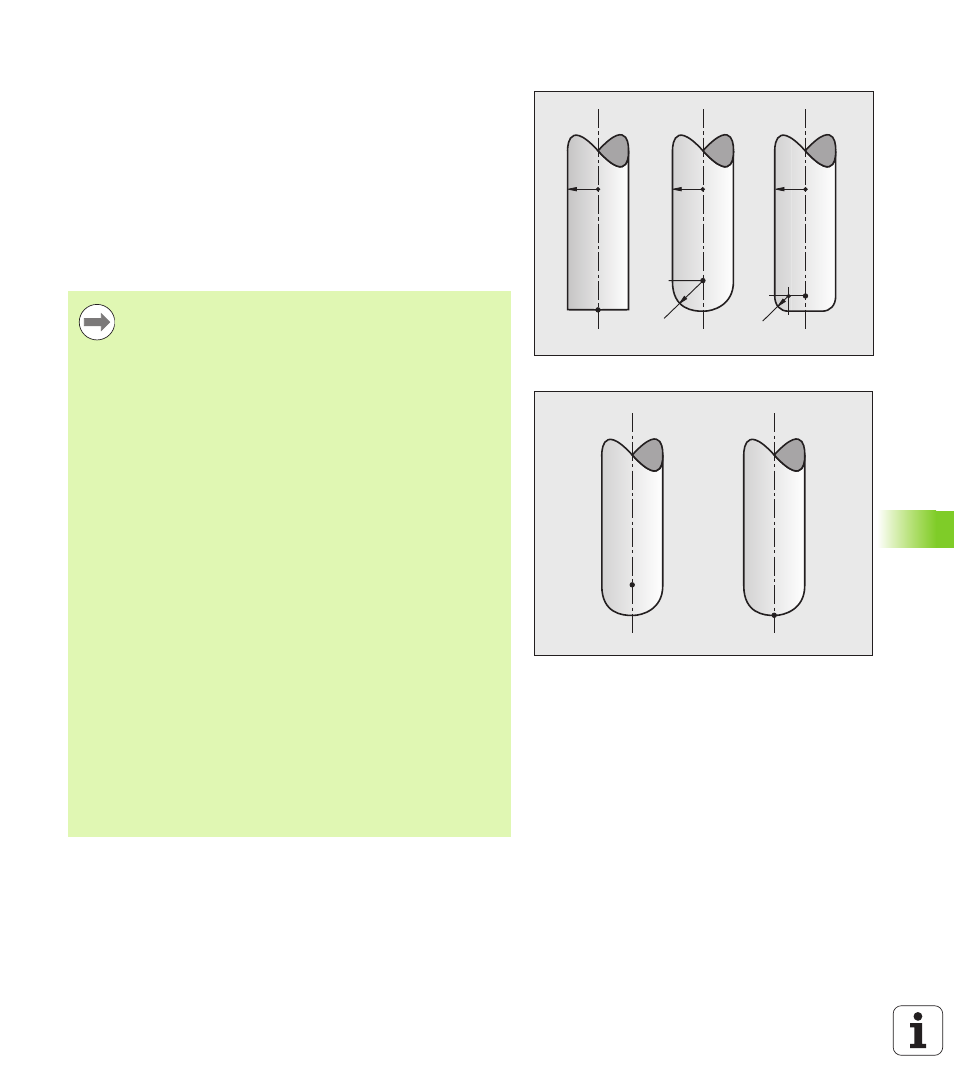
Определение нормированного вектора
Нормированный вектор - это математическая величина, равная 1
и имеющая любое направление. При работе с LN-кадрами
системе ЧПУ необходимо до двух нормированных векторов: один
для определения направления нормали к поерхности, а второй (в
качестве опции) - для определения направления ориентации
инструмента. Направление номали к поверхности
устанавливается компонентами NX, NY и NZ. При использовании
концевой и радиусной фрезы нормаль направлена ортогонально,
от поверхности заготовки к точке привязки инструмента P
T
, и при
использовании угловой радиусной фрезы проходит через P
T
‘ или
P
T
(см. илл.). Направление ориентации инструмента
устанавливается компонентами TX, TY и TZ
PT
R
R
R
R2
PT
PT
R2
PT'
P
T
P
SP
Координаты для позиции X, Y, Z и для нормалей к
поверхности NX, NY, NZ либо TX, TY, TZ должны иметь
такую же последоватльность в NC-кадре.
Всегда вводите в LN-кадре все координаты и все
нормали к поверхности, даже если их значения не
изменились по сравнению с предыдущим кадром.
TX, TY и TZ всегда должны определяться числовыми
значениями. Использование Q-параметров не
допускается.
Следует всегда рассчитывать и указывать векторы
нормали до 7 разряда после запятой во избежание
прерывистго характера подачи во время обработки.
Трехмерная коррекция с использованием нормалей к
поверхности действительна для координат на главных
осях X, Y, Z.
Если заменяется инструмент с верхним пределом
допуска (положительное дельта-значение), ЧПУ
выдает сообщене об ошибке. Сообщение об ошибке
можно подавить с помощью M-функции M107 (смотри
„Условия для NC-кадров с нормальными к
поверхности векторами и трехмерной коррекцией”,
Если верхний предел допуска инструмента может
привести к повреждению контура, ЧПУ не выдает
предупредительное сообщение об ошибке.
С помощью параметра станка 7680 можно установить,
выполнила ли CAM-система коррекцию длины
инструмента через ентр наконечника P
T
или южный
полюс наконечника P
SP
(см. илл.).