12 примеры программиров ания – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-05)
Страница 342
342
Программирование: Q-параметры
9.12
Примеры
программиров
ания
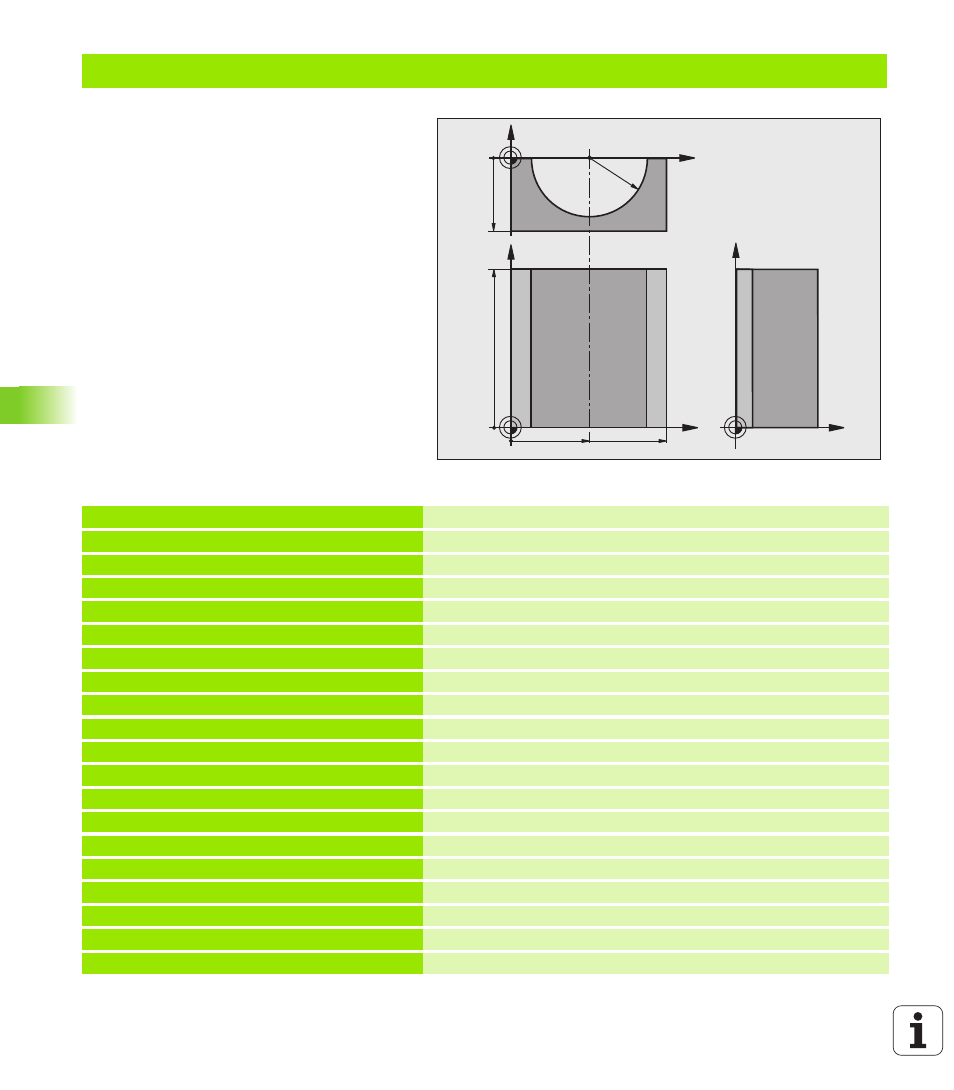
Пример: цилиндр вогнутый, выполненный с помощью радиусной фрезы
Отработка программы
Программа работает только с радиусной
фрезой, длина инструмента принята
относительно центра наконечника упа
Контур цилиндра выстраивается из большого
количества небольших отрезков прямой
(определяемых через Q13). Чм больше
определено шагов резки, тем более
сглаженным будет контур.
Цилиндр фрезеруется продольной резкой
(здесь: параллельно к Y-оси)
Направление фрезерования определяется
стартовым углом и конечным углом в
пространстве:
Направление обработки по часовой стрелке:
Стартовый угол > Конечный угол
Направление обработки против часовой
стрелки:
Стартовый угол < Конечный угол
Радиус инструмента корректируется
автоматически
0 BEGIN PGM ZYLIN MM
1 FN 0: Q1 = +50
Центр X-оси
2 FN 0: Q2 = +0
Центр Y-оси
3 FN 0: Q3 = +0
Центр Z-оси
4 FN 0: Q4 = +90
Стартовый угол, пространство (плоскость Z/X)
5 FN 0: Q5 = +270
Конечный угол, пространство (плоскость Z/X)
6 FN 0: Q6 = +40
Радиус цилиндра
7 FN 0: Q7 = +100
Длина цилиндра
8 FN 0: Q8 = +0
Угловое положение на плоскости X/Y
9 FN 0: Q10 = +5
Припуск на радиус цилиндра
10 FN 0: Q11 = +250
Подача на врезание
11 FN 0: Q12 = +400
Подача при фрезеровании
12 FN 0: Q13 = +90
Количество проходов резки
13 BLK FORM 0.1 Z X+0 Y+0 Z-50
Определение заготовки
15 BLK FORM 0.2 X+100 Y+100 Z+0
15 TOOL DEF 1 L+0 R+3
Определение инструмента
16 TOOL CALL 1 Z S4000
Вызов инструмента
17 L Z+250 R0 FMAX
Вывод инструмента из материала
18 CALL LBL 10
Вызов обработки
19 FN 0: Q10 = +0
Сброс припуска
X
Y
50
100
100
Z
Y
X
Z
-50
R40