Инструкция по эксплуатации HEIDENHAIN TNC 320 (340 55x-05) ISO programming
Страница 464
464
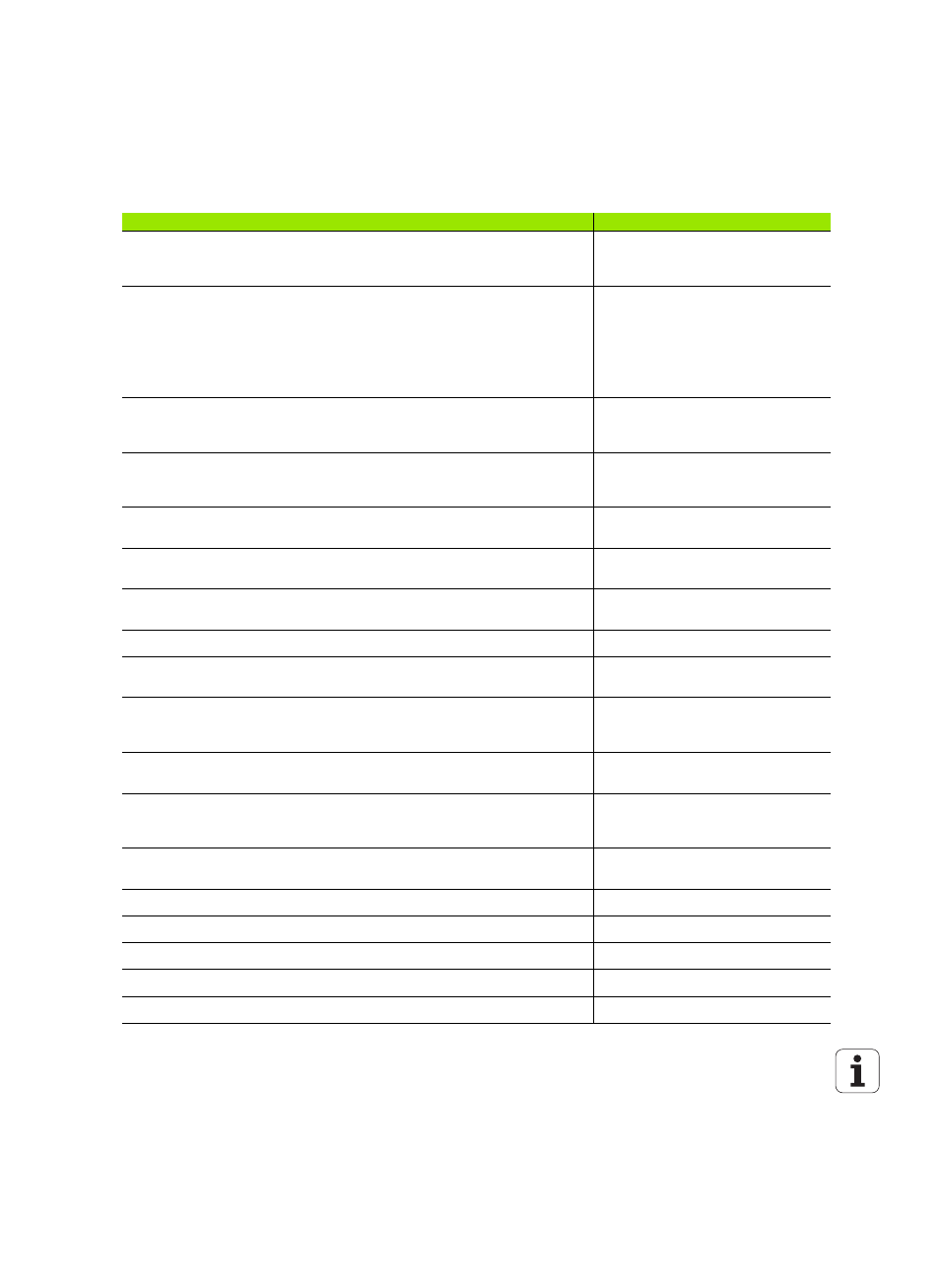
M107
M108
Подавление сообщения об ошибке при наличии припуска у запасных
инструментов
Сброс M107
X
X
M109
M110
M111
Постоянная скорость движения по траектории для режущей кромки
инструмента
(увеличение и уменьшение скорости подачи)
Постоянная скорость движения по траектории для режущей кромки
инструмента
(только уменьшение скорости подачи)
Сброс M109/M110
X
X
M112
M113
Вставка переходных элементов контура между произвольными
переходными элементами контура
Сброс M112
–
X
M114
M115
Автоматическая коррекция геометрии станка при работе с осями
поворота
Сброс M114
–
X, Оция #08 для
MC420
M116
M117
Скорость подачи для круглых столов в мм/мин
Сброс M116
Опция #08
X, Опция #08 для
MC420
M118
Совмещение позиционирования маховичком во время отработки
программы
X
X
M120
Предварительный расчет контура с поправкой на радиус (LOOK
AHEAD)
X
X
M124
Фильтр контура
–
X
M126
M127
Перемещение осей вращения по оптимальному пути
Сброс M126
X
X
M128
M129
Сохранить позицию вершины инструмента при позиционировании
осей поворота (TCPM)
Сброс M126
–
X, опция #09 для
MC420
M130
В кадре позиционирования: точки относятся к ненаклоненной
системе координат
X
X
M134
M135
Точный останов на нетангенциальных переходах при
позиционировании с осями круга
Сброс M134
–
X
M136
M137
Скорость подачи F в миллиметрах на оборот шпинделя
Сброс M136
–
X
M138
Выбор осей наклона
–
X
M140
Отвод от контура по направлению оси инструмента
X
X
M141
Подавление контроля измерительного щупа
X
X
M142
Удаление модальной информации программы
–
X
M143
Отмена разворота плоскости обработки
X
X
M
Действие
TNC 320
iTNC 530