12 примеры программиров ания, Пример: выпуклый наконечник с концевой фрезой – Инструкция по эксплуатации HEIDENHAIN TNC 320 (340 55x-05) ISO programming
Страница 271
HEIDENHAIN TNC 320
271
8.12
Примеры
программиров
ания
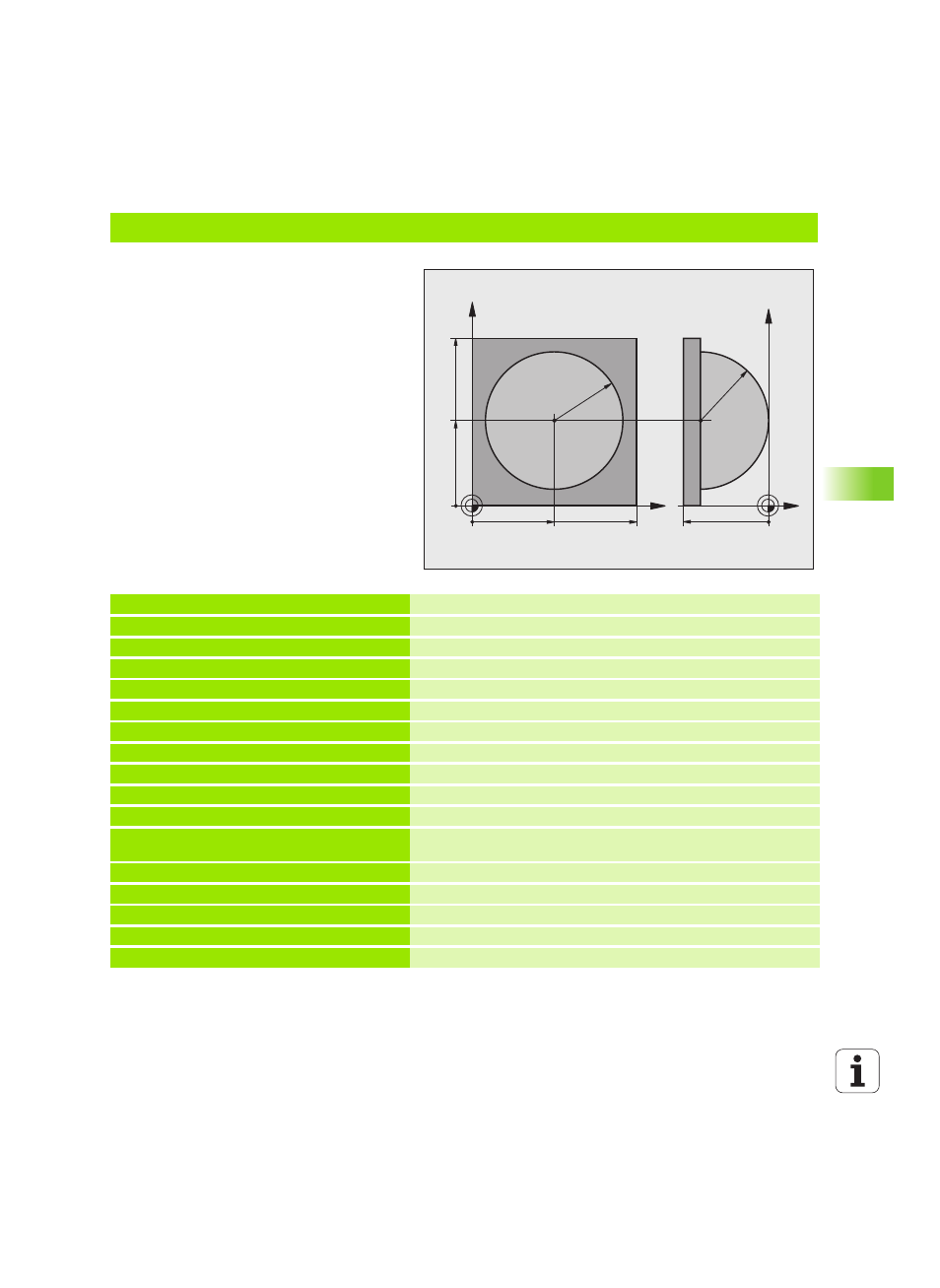
Пример: выпуклый наконечник с концевой фрезой
Отработка программы
Программа работает только с концевой
фрезой
Контур наконечника щупа образован
множеством небольших отрезков прямой
(Z/X-плоскость, определяемая через
параметр Q14). Чем меньший шаг угла
определен, тем более сглаженным будет
контур.
Количество проходов резки по контуру
определяется через шаг угла на плоскости
(через Q18)
Наконечник фрезеруется при помощи
трехмерной резки снизу вверх
Радиус инструмента корректируется
автоматически
%KUGEL G71 *
N10 D00 Q1 P01 +50 *
Центр X-оси
N20 D00 Q2 P01 +50 *
Центр Y-оси
N30 D00 Q4 P01 +90 *
Начальный угол, пространство (плоскость Z/X)
N40 D00 Q5 P01 +0 *
Конечный угол в пространстве (плоскость Z/X)
N50 D00 Q14 P01 +5 *
Шаг угла в пространстве
N60 D00 Q6 P01 +45 *
Радиус наконечника щупа
N70 D00 Q8 P01 +0 *
Начальный угол, угловое положение на плоскости X/Y
N80 D00 Q9 P01 +360 *
Конечный угол, угловое положение на плоскости X/Y
N90 D00 Q18 P01 +10 *
Шаг угла на плоскости X/Y для черновой обработки
N100 D00 Q10 P01 +5 *
Припуск на радиус наконечника щупа для черновой обработки
N110 D00 Q11 P01 +2 *
Безопасное расстояние для предварительного
позиционирования по оси шпинделя
N120 D00 Q12 P01 +350 *
Подача фрезерования
N130 G30 G17 X+0 Y+0 Z-50 *
Определение заготовки
N140 G31 G90 X+100 Y+100 Z+0 *
N150 T1 G17 S4000 *
Вызов инструмента
N160 G00 G40 G90 Z+250 *
Отвод инструмента
X
Y
50
100
100
Z
Y
-50
R45
50
R45