Программирование простого контура, 3 программиров ание перв ой части – Инструкция по эксплуатации HEIDENHAIN TNC 620 (340 56x-02)
Страница 42
42
Первые шаги в работе с TNC 620
1.3
Программиров
ание
перв
ой
части
Программирование простого контура
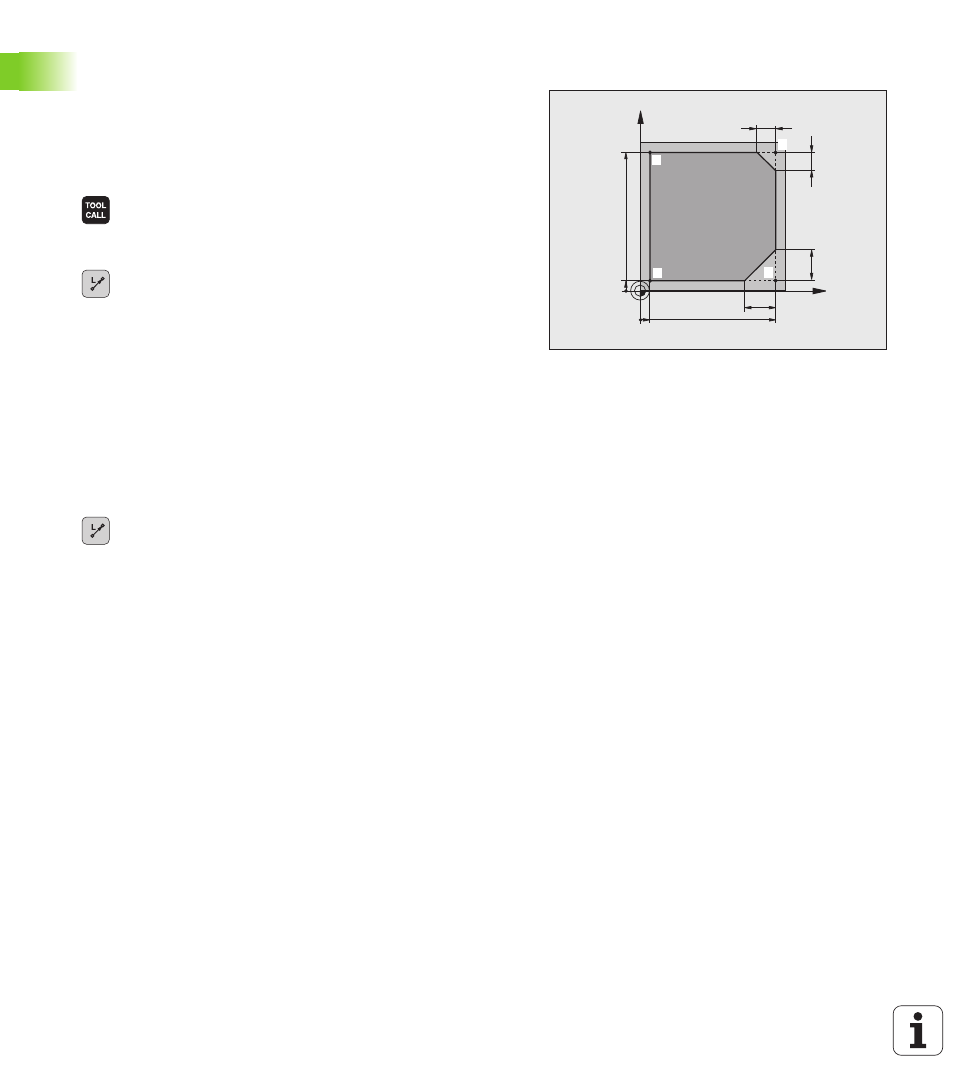
Вокруг контура, показанного на иллюстрации справа, должно
быть однократно выполнено фрезерование на глубине 5 мм.
Определение заготовки уже было создано оператором. После
того, как вы с помощью функциональной клавиши открыли
диалоговое окно, введите все данные, которые запрашиваются
ЧПУ в заглавной строке дисплея.
U
Вызов инструмента: введите все данные
инструмента. Каждый раз подтверждайте ввод
клавишей ENT, не забывайте указывать ось
инструмента
U
Отвод инструмента: нажмите оранжевую клавишу
оси Z, чтобы обеспечить вывод из материала на
оси инструмента, и введите значение позиции, к
которой подводится инструмент, например, 250.
Подтвердите ввод кнопкой ENT
U
Корр. на радиус: RL/RR/без коррекции?,
подтвердите кнопкой ENT: коррекция на радиус не
активируется
U
Подача F=? подтвердите клавишей ENT:
перемещение на ускоренном ходу (FMAX)
U
Дополнительная функция M? подтвердите
клавишей END: система ЧПУ сохранит введенный
кадр перемещения
U
Предварительное позиционирование инструмента
в плоскости обработки: нажмите оранжевую
клавишу оси X и введите значение позиции, к
которой подводится инструмент, например, -20
U
Нажмите оранжевую клавишу оси Y и введите
значение для позиции, к которой подводится
инструмент, например, - 20. Подтвердите ввод
кнопкой ENT
U
Корр. на радиус: RL/RR/без коррекции?,
подтвердите кнопкой ENT: коррекция на радиус не
активируется
U
Подача F=? подтвердите клавишей ENT:
перемещение на ускоренном ходу (FMAX)
U
Дополнительная функция M? подтвердите
клавишей END: система ЧПУ сохранит введенный
кадр перемещения
X
Y
9
5
95
5
10
10
20
20
1
4
2
3