Инструкция по эксплуатации HEIDENHAIN TNC 620 (340 56x-02)
Страница 207
HEIDENHAIN TNC 620
207
6.6
Движ
ения
по
траект
ории
–
программиров
ание
св
обо
д
ног
о
ко
н
тур
а
FK
(опция
ПО
Advanced programming features)
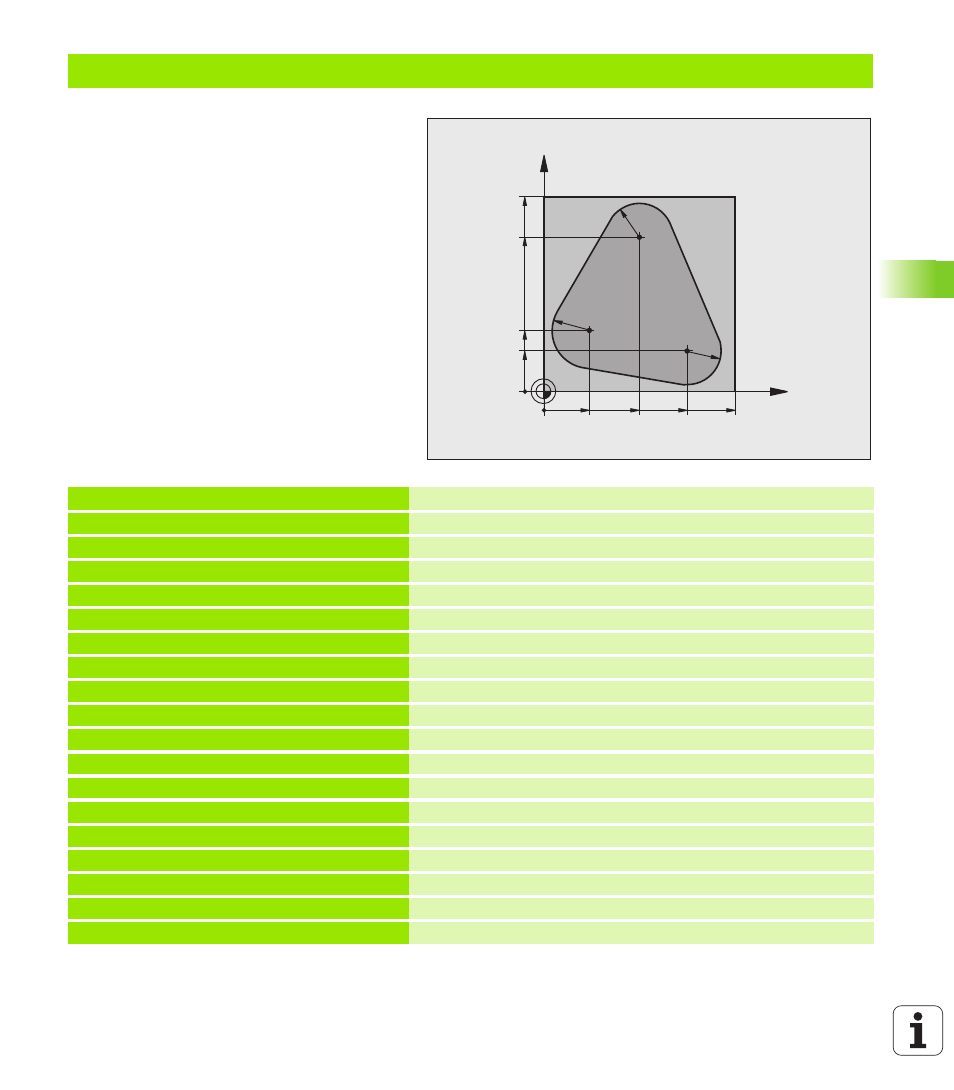
Пример: FK-программирование 1
0 BEGIN PGM FK1 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
Определение заготовки
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL CALL 1 Z S500
Вызов инструмента
4 L Z+250 R0 FMAX
Отвод инструмента
5 L X-20 Y+30 R0 FMAX
Предварительное позиционирование инструмента
6 L Z-10 R0 F1000 M3
Перемещение на глубину обработки
7 APPR CT X+2 Y+30 CCA90 R+5 RL F250
Подвод к контуру по окружности с плавным переходом
8 FC DR- R18 CLSD+ CCX+20 CCY+30
FK-фрагмент:
9 FLT
Задайте известные данные для каждого элемента контура
10 FCT DR- R15 CCX+50 CCY+75
11 FLT
12 FCT DR- R15 CCX+75 CCY+20
13 FLT
14 FCT DR- R18 CLSD- CCX+20 CCY+30
15 DEP CT CCA90 R+5 F1000
Отвод от контура по окружности с плавным переходом
16 L X-30 Y+0 R0 FMAX
17 L Z+250 R0 FMAX M2
Отвод инструмента, конец программы
18 END PGM FK1 MM
X
Y
100
100
20
75
30
50
20
75
R1
5
R18
R15