3 дополнительные функции для ввода координат – Инструкция по эксплуатации HEIDENHAIN TNC 620 (340 56x-02)
Страница 309
HEIDENHAIN TNC 620
309
9.3
Д
о
по
лнительные
ф
ункции
для
вв
о
д
а
коор
динат
9.3 Дополнительные функции
для ввода координат
Программирование фиксированных
координат станка: M91/M92
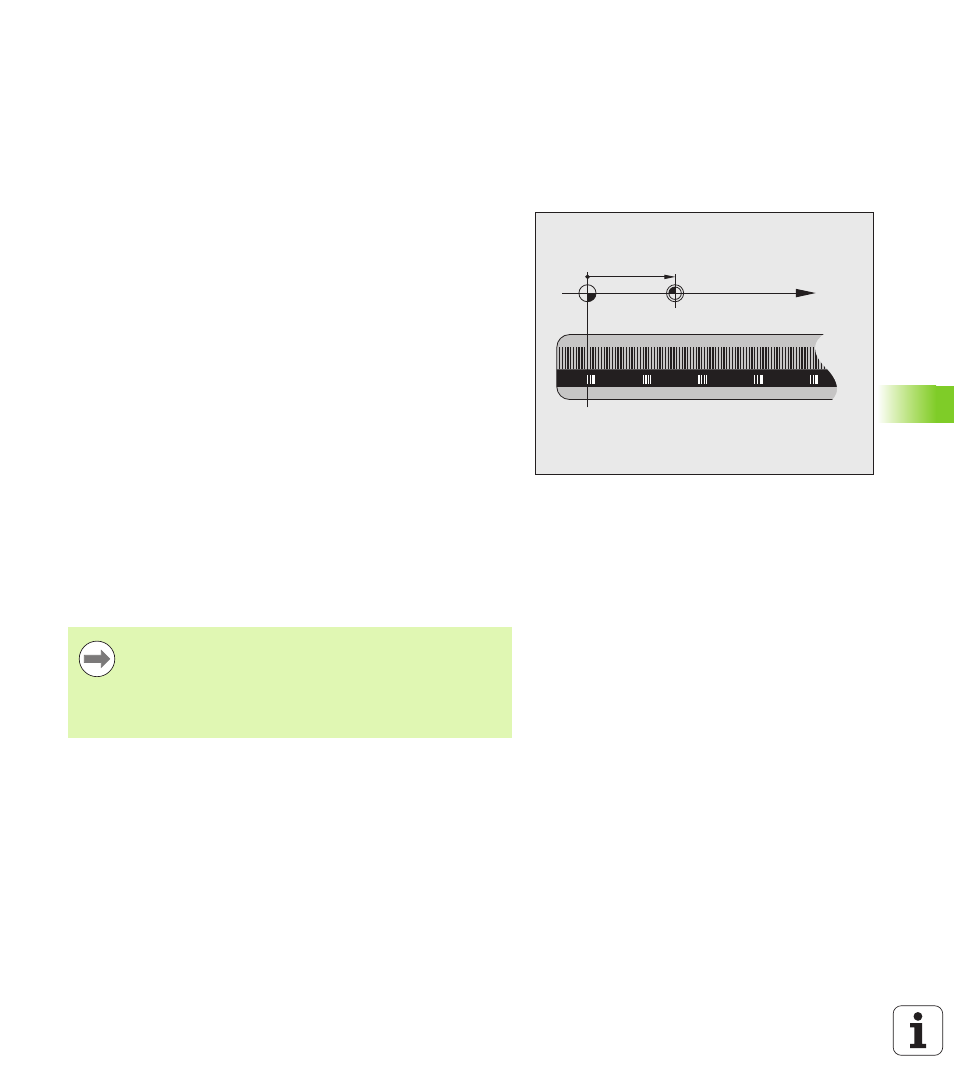
Нулевая точка шкалы
Референтная метка на шкале задает позицию нулевой точки
шкалы.
Нулевая точка станка
Нулевая точка станка необходима для
назначения ограничений для зоны перемещений (конечный
выключатель ПО)
подвода к фиксированным точкам станка (например, позиция
смены инструмента)
назначения точки привязки заготовки
Производитель станков задает расстояние от нулевой точки
станка до нулевой точки шкалы для каждой оси в параметрах
станка.
Стандартная процедура работы
Система ЧПУ соотносит координаты с нулевой точкой заготовки,
смотри „Назначение координат точки привязки без использования
трехмерного измерительного щупа”, страница 380.
Процедура работы с M91 – нулевая точка станка
Если координаты в кадрах позиционирования должны
соотноситься с нулевой точкой станка, следует ввести в этих
кадрах M91.
ЧПУ отображает значения координат относительно нулевой точки
станка. В индикации состояния индикация координат
переключается на REF, смотри „Индикация состояния”,
X (Z,Y)
X
MP
Если в кадре M91 задаются инкрементные
координаты, то эти координаты соотносятся с
последней запрограммированной позицией M91. Если
в активной NC-программе позиция M91 не задана,
координаты относятся к текущей позиции
инструмента.