Странице 82, 2 определить ав то м атиче ски опорные то ч ки – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-02) Touch Probe Cycles
Страница 82
82
3 Циклы импульсной системы для автоматического контроля обрабатываемой детали
3.2
Определить
ав
то
м
атиче
ски
опорные
то
ч
ки
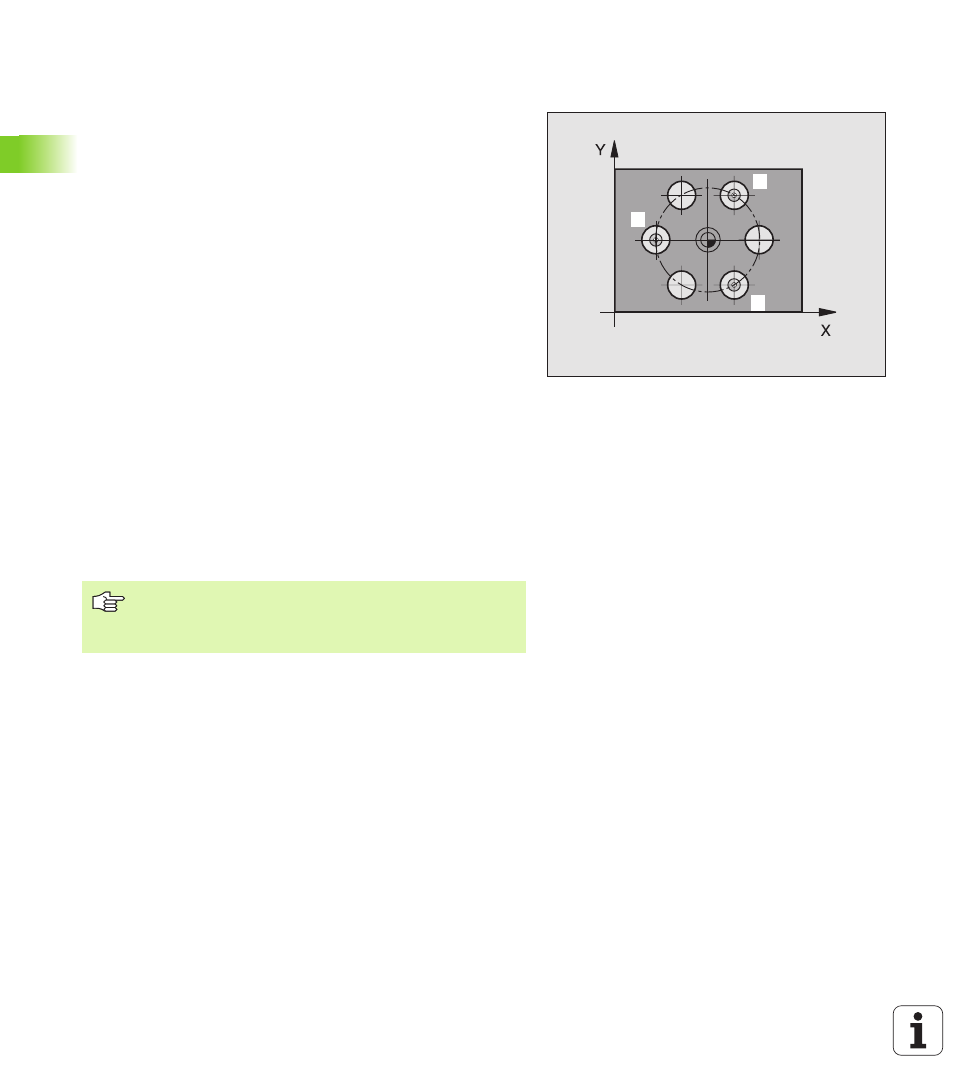
ОПОРНАЯ ТОЧКА ЦЕНТР ОКР.ОТВЕРСТИЙ
(цикл зонда 416, DIN/ISO: G416)
Цикл зонда 416 определяет центр окружности отверстий путем
измерения трех отверстий и установливает этот центр в качестве
опорной точки. Альтернативно УЧПУ может записывать этот
центр в таблицы нулевых точек или в таблицы предустановки.
1 УЧПУ позиционирует зонд на ускоренном ходе (значение из
MP6150 или MP6361) с помощью логики позиционирования
(смотри “Отработка циклов импульсной системы” на странице
22) к программированному центру отверстия
1
2 Затем зонд перемещается на заданную высоту измерения и
определяет путем контактирования первый центр отверстия
3 Затем зонд возвращается на безопасную высоту и
позиционирует на введенный центр второго отверстия
2
4 Затем УЧПУ перемещает зонд на заданную высоту измерения
и определяет путем контактирования второй центр отверстия
5 Затем зонд возвращается на безопасную высоту и
позиционирует на введенный центр третьего отверстия
3
6 Затем УЧПУ перемещает зонд на заданную высоту измерения
и определяет путем контактирования третий центр отверстия
7 Затем УЧПУ позиционирует зонд обратно на безопасную
высоту и перерабатывает определенную опорную точку в
зависимости от параметров цикла Q303 и Q305 (смотри
“Сохранение расчитанной опорной точки в памяти” на
странице 63)
8 Если требуется оператором УЧПУ определяет затем в
отдельной операции контактирования опорную точку на оси
зонда
1
3
2
Обратите внимание перед программированием
Перед дефиницией цикла следует программировать
вызов инструмента для определения оси зонда.