Измерение угла (цикл зонда 420, дин/исо: g420), Странице 104, 3 ав то м атиче ск ое из мерение за га то во к – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-02) Touch Probe Cycles
Страница 104
104
3 Циклы импульсной системы для автоматического контроля обрабатываемой детали
3.3
Ав
то
м
атиче
ск
ое
из
мерение
за
га
то
во
к
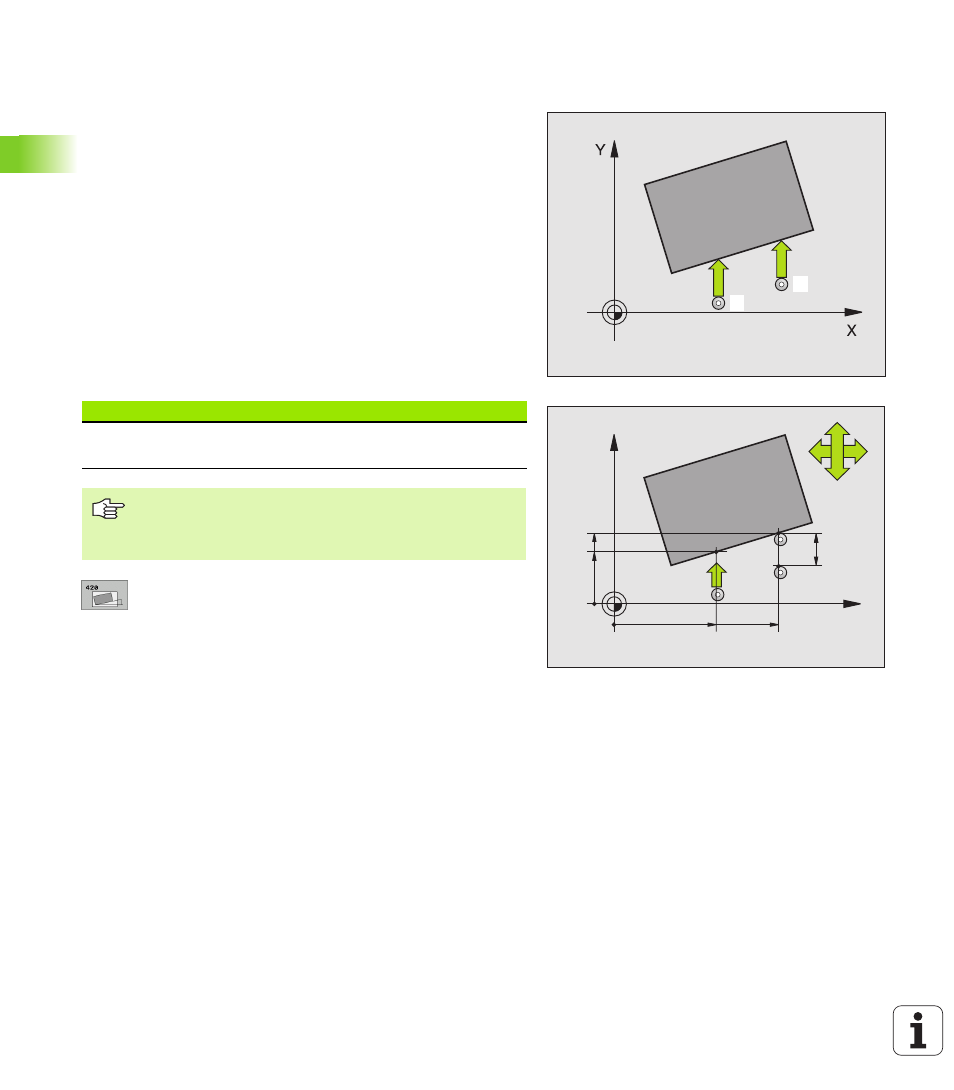
ИЗМЕРЕНИЕ УГЛА (цикл зонда 420,
ДИН/ИСО: G420)
Цикл зонда 420 определяет угол, создаваемый произвольной
прямой с главной осью плоскости обработки.
1 УЧПУ позиционирует зонд на ускоренном ходе (значение из
MP6150 или MP6361) с помощью логики позиционирования
(смотри “Отработка циклов импульсной системы” на странице
22) к программированной точке контактирования
1
. При этом
УЧПУ смещает зонда на безопасное расстояние против
определенному направлению перемещения
2 Затем зонд перемещается на заданную высоту измерения и
производит первую операцию контактирования с подачей
контактирования (MP6120 или MP6360)
3 Потом зонд перемещается к следующей точке
контактирования
2
и осуществляет вторую операцию
контактирования
4 УЧПУ позиционирует зонд обратно на безопасную высоту и
сохраняет установленный угол в следующих параметрах Q:
8
1. Точка измерения 1. оси Q263 (абсолютно):
Координата первой точки контактирования на
главной оси плоскости обработки
8
1. Точка измерения 2. оси Q264 (абсолютно):
Координата первой точки контактирования на
вспомогательной оси плоскости обработки
8
2. Точка измерения 1. оси Q265 (абсолютно):
Координата второй точки контактирования на
главной оси плоскости обработки
8
2. Точка измерения 2. оси Q266 (абсолютно):
Координата второй точки контактирования на
вспомогательной оси плоскости обработки
8
Ось измерения Q272: Ось, на которой должно
производиться измерение:
1: Главная ось = ось измерения
2: Вспомогательная ось = ось измерения
3: Ось импульсной системы = ось измерения
1
2
X
Y
Q266
Q264
Q263
Q272=1
Q265
Q272=2
+
–
–
+
Q267
MP6140
+
Q320
Номер параметра
Значение
Q150
Измеренный угол относительно
главной оси плоскости обработки
Обратите внимание перед программированием
Перед дефиницией цикла следует программировать
вызов инструмента для определения оси зонда.