Странице 116, 3 ав то м атиче ск ое из мерение за га то во к – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-02) Touch Probe Cycles
Страница 116
116
3 Циклы импульсной системы для автоматического контроля обрабатываемой детали
3.3
Ав
то
м
атиче
ск
ое
из
мерение
за
га
то
во
к
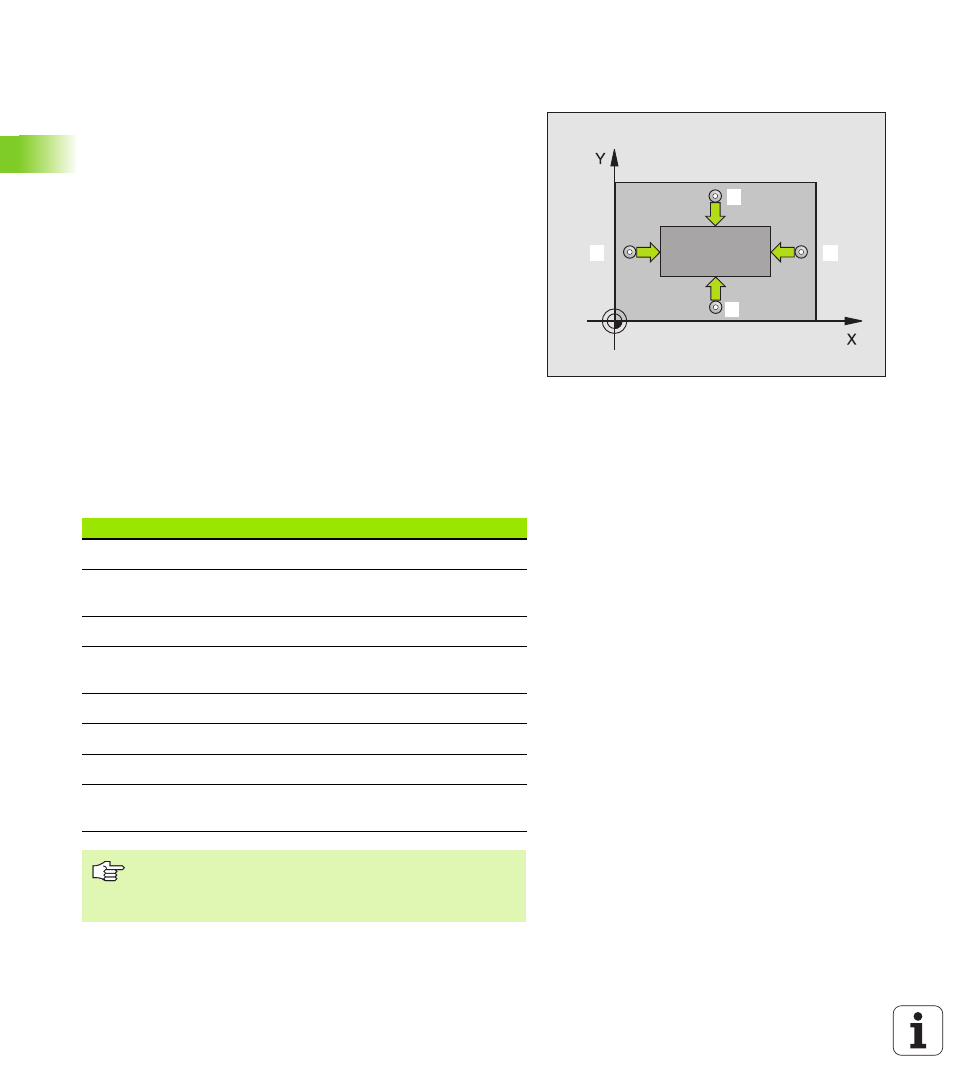
ИЗМЕРЕНИЕ ПРЯМОУГ.НАРУЖИЕ
(цикл зонда 424, DIN/ISO: G424)
Цикл зонда 424 захвачивает центр а также длину и ширину
прямоугольной цапфы. Если дефинируете соответственные
значения допуска в цикле, то УЧПУ осуществляет сравнение
заданное-фактическое и записывает это отклонение в системных
параметрах.
1 УЧПУ позиционирует зонд на ускоренном ходе (значение из
MP6150 или MP6361) с помощью логики позиционирования
(смотри “Отработка циклов импульсной системы” на странице
22) к точке контактирования
1
. УЧПУ расчитывает точки
контактирования из данных в цикле и на основании
безопасного расстояния из MP6140
2 Затем зонд перемещается на заданную высоту измерения и
производит первую операцию контактирования с подачей
контактирования (MP6120 или MP6360)
3 Затем зонд перемещается либо параллельно к оси на высоту
измерения либо линейно к следующей точке контактирования
2
а потом выполняет следующую операцию контактирования
4 УЧПУ позиционирует зонд к точке контактирования
3
а затем к
точке контактирования
4
и осуществляет там третью и
четвертую операцию контактирования
5 Затем УЧПУ позиционирует зонд обратно на безопасную
высоту и записывает фактические значения а также
отклонения в следующих параметрах Q.
4
1
2
3
Номер параметра
Значение
Q151
Факт-значение центр главная ось
Q152
Факт-значение центр вспомогательная
ось
Q154
Факт-значение длина бока главная ось
Q155
Факт-значение длина бока
вспомогательная ось
Q161
Отклонение центр главная ось
Q162
Отклонение центр вспомогательная ось
Q164
Отклонение длина бока главная ось
Q165
Отклонение длина бока вспомогательная
ось
Обратите внимание перед программированием
Перед дефиницией цикла следует программировать
вызов инструмента для определения оси зонда.