3 ав то м атиче ск ое из мерение за га то во к – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-02) Touch Probe Cycles
Страница 129
HEIDENHAIN iTNC 530
129
3.3
Ав
то
м
атиче
ск
ое
из
мерение
за
га
то
во
к
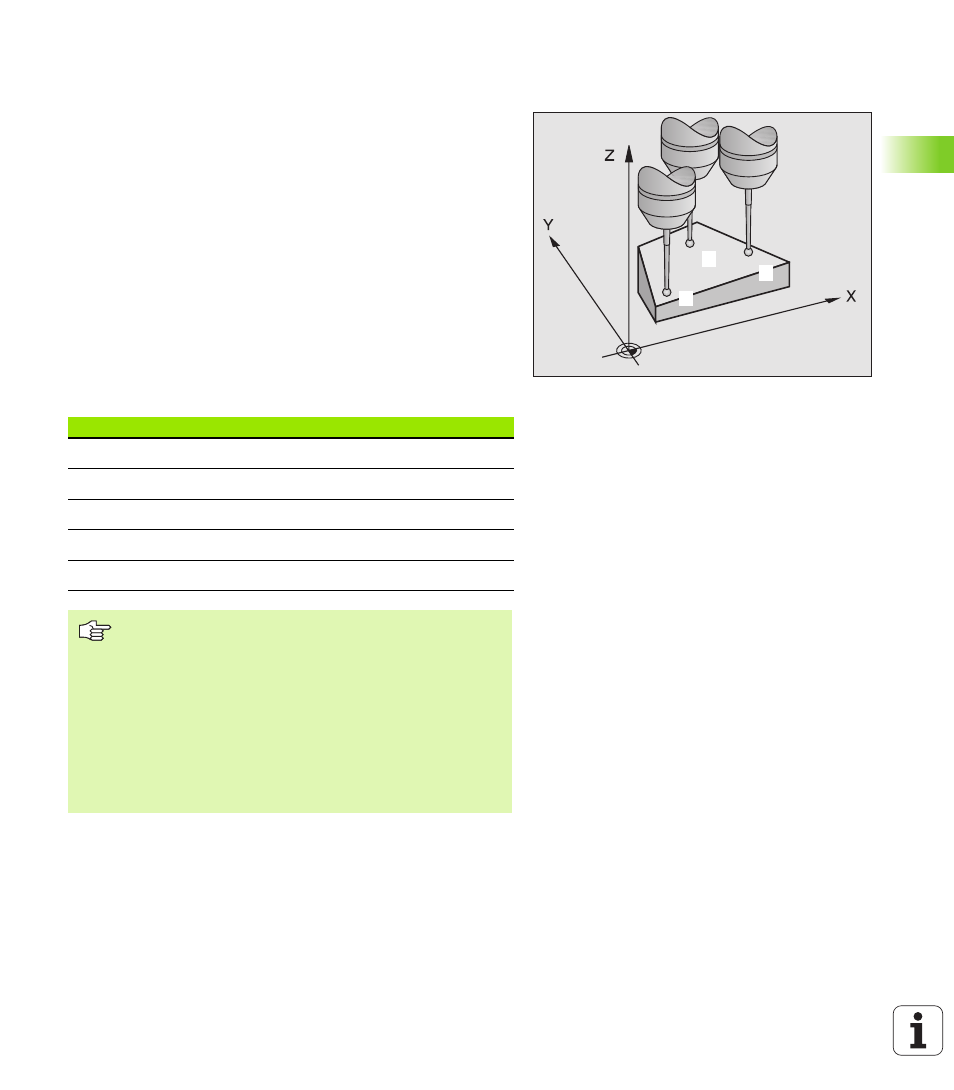
ИЗМЕРЕНИЕ ПЛОСКОСТЬ (цикл зонда 431,
ДИН/ИСО: G431)
Цикл зонда 431 определяет угол плоскости путем измерения трех
точек и сохраняет эти значения в системных параметрах.
1 УЧПУ позиционирует зонд на ускоренном ходе (значение из
MP6150 или MP6361) с помощью логики позиционирования
(смотри “Отработка циклов импульсной системы” на странице
22) к программированной точке контактирования
1
и измеряет
там первую точку плоскости. При этом УЧПУ смещает зонда на
безопасное расстояние против направлению зондирования
2 Затем зонд перемещается на безопасную высоту, затем на
плоскости обработки к точке зондирования
2
и измеряет там
факт-значение второй точки плоскости
3 Затем зонд перемещается на безопасную высоту, затем на
плоскости обработки к точке зондирования
3
и измеряет там
факт-значение третьей точки плоскости
4 УЧПУ позиционирует зонд обратно на безопасную высоту и
сохраняет установленные значения в следующих
параметрах Q:
2
3
1
Номер параметра
Значение
Q158
Угол A-оси
Q159
Угол B-оси
Q170
Пространственный угол A
Q171
Пространственный угол B
Q172
Пространственный угол C
Обратите внимание перед программированием
Перед дефиницией цикла следует программировать
вызов инструмента для определения оси зонда.
Чтобы УЧПУ могло расчитывать значения угла, эти три
точки измерения не должны лежать на одной прямой.
В параметрах Q170 - Q172 сохраняются
пространственные углы, требуемые для функции
Наклон плоскости обработки. Через первые две точки
измерения определяете выверку главной оси при
наклоне плоскости обработки.