6 калибровка 3d-щупов, Введение, Калибровка рабочей длины – Инструкция по эксплуатации HEIDENHAIN TNC 320 (340 55x-04) ISO programming
Страница 331: Введение калибровка рабочей длины
HEIDENHAIN TNC 320
331
12.6
К
а
либровка
3D-
щупов
12.6 Калибровка 3D-щупов
Введение
Для того, чтобы можно было точно определить фактическую точку
переключения трехмерного измерительного щупа, нужно
калибрировать измерительный щуп, иначе ЧПУ не сможет
получить точные результаты измерений.
При калибровке ЧПУ определяет "рабочую" длину
измерительного стержня и "рабочий" радиус наконечника щупа.
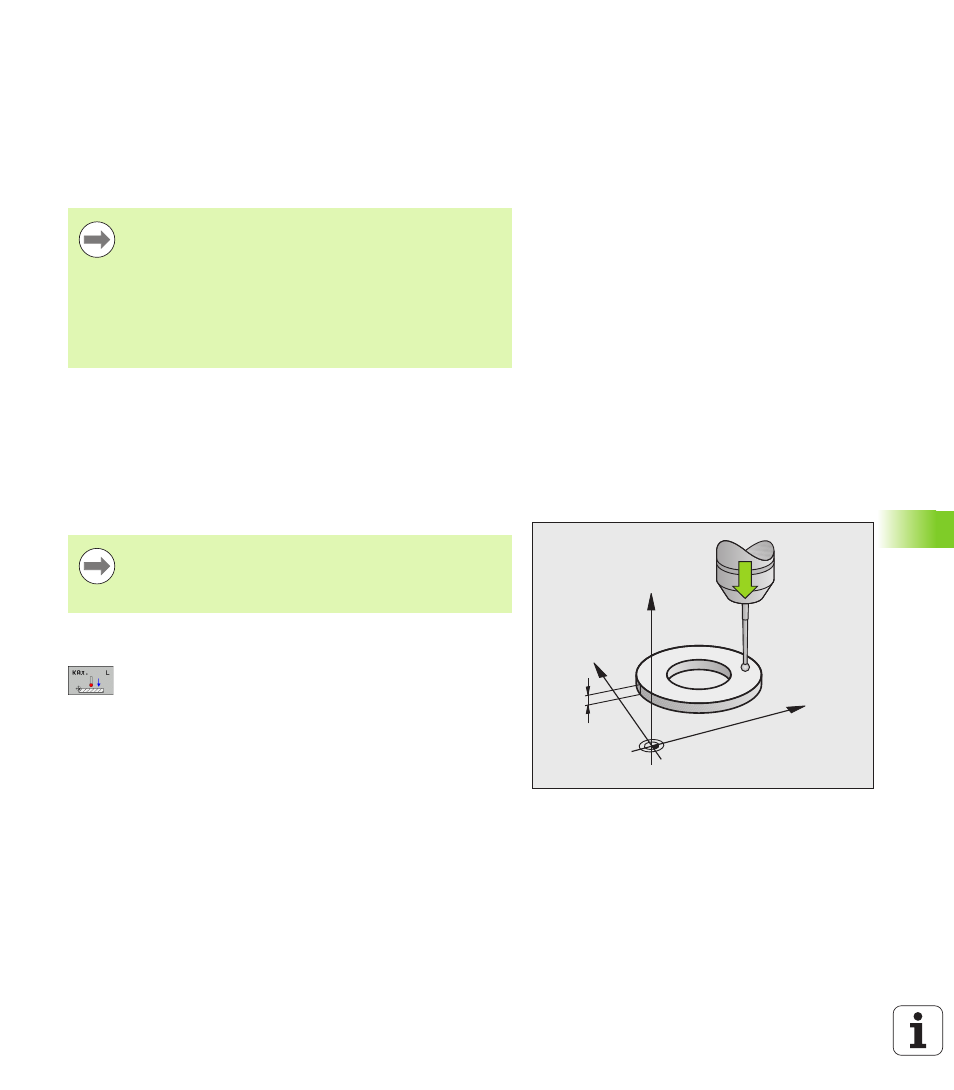
Для калибровки трехмерного измерительного щупа следует
зажать регулировочное кольцо, имеющее известную высоту и
внутренний радиус, на столе станка.
Калибровка рабочей длины
U
Назначьте точку привязки на оси шпинделя таким образом,
чтобы для стола станка действовало: Z=0.
U
Выберите функцию калибровки длины щупа:
нажмите Softkey ФУНКЦИЯ ОЩУПЫВАНИЯ и KAL.
L. ЧПУ выведет на экран окно меню с четырьмя
полями ввода
U
Введите ось инструмента (клавиша оси)
U
Точка привязки: введите высоту регулировочного
кольца
U
Рабочий радиус сферического наконечника и
Рабочую длину вводить не нужно
U
Установите измерительный щуп вплотную над
поверхностью регулировочного кольца
U
Если необходимо, измените направление
перемещения: выберите его с помощью Softkey
или клавиш со стрелками
U
Ощупывание поверхности: нажмите внешнюю
клавишу START
Следует всегда калибровать измерительный щуп при:
вводе в эксплуатацию
поломке щупа
смене щупа
изменении подачи ощупывания
ошибках, вызванных, например, нагреванием станка
изменении активной оси инструмента
5
Y
X
Z
Рабочая длина измерительного щупа всегда
отсчитывается от точки привязки инструмента. Как
правило, производитель станка устанавливает точку
привязки инструмента на переднем конце шпинделя.