Программирование функций траекторий – Инструкция по эксплуатации HEIDENHAIN TNC 320 (340 55x-04) ISO programming
Страница 159
HEIDENHAIN TNC 320
159
6.4
Движ
ение
по
траект
ории
–
декар
товы
к
оор
динаты
Программирование функций траекторий
Функции траекторий удобно программировать с помощью серых
кнопок функций траекторий. Система ЧПУ запросит все
необходимые данные в диалогах.
прямая на ускоренном ходу G00
Прямая с подачей G01 F
Система ЧПУ перемещает инструмент по прямой от его текущей
позиции к конечной точке прямой. Точка старта является
конечной точкой предыдущего кадра.
U
Координаты конечной точки прямой, если
необходимо
U
Коррекция на радиус G40/G41/G42
U
Подача F
U
Дополнительная M-функция
Перемещение на ускоренном ходу
Кадр прямой с перемещением на ускоренном ходу (G00-кадр)
можно открыть также с помощью кнопки L:
U
Нажмите кнопку L, чтобы открыть кадр программы с движением
по прямой
U
С помощью кнопки со стрелкой влево перейдите в область
ввода G-функций
U
Нажмите клавишу Softkey G00 для движения на ускоренном
ходу
Примеры NC-кадров
Присвоение фактической позиции
Кадр прямой (G01-кадр) можно открыть также с помощью кнопки
„ПРИСВОЕНИЕ ФАКТИЧЕСКОЙ ПОЗИЦИИ“:
U
В режиме работы “Ручное управление” следует переместить
инструмент в позицию, которую вы намерены ему присвоить
U
Переключите индикацию дисплея на
"Программирование/редактирование"
U
Выберите кадр программы, за которым должен быть вставлен
L-кадр
U
Нажмите клавишу „ПРИСВОЕНИЕ ФАКТИЧЕСКОЙ
ПОЗИЦИИ“: ЧПУ сформирует L-кадр с
координатами фактической позиции
Если вы вводите DIN/ISO-функции с помощью USB-
клавиатуры, то обращайте внимание на то, чтобы
было активно написание заглавными буквами.
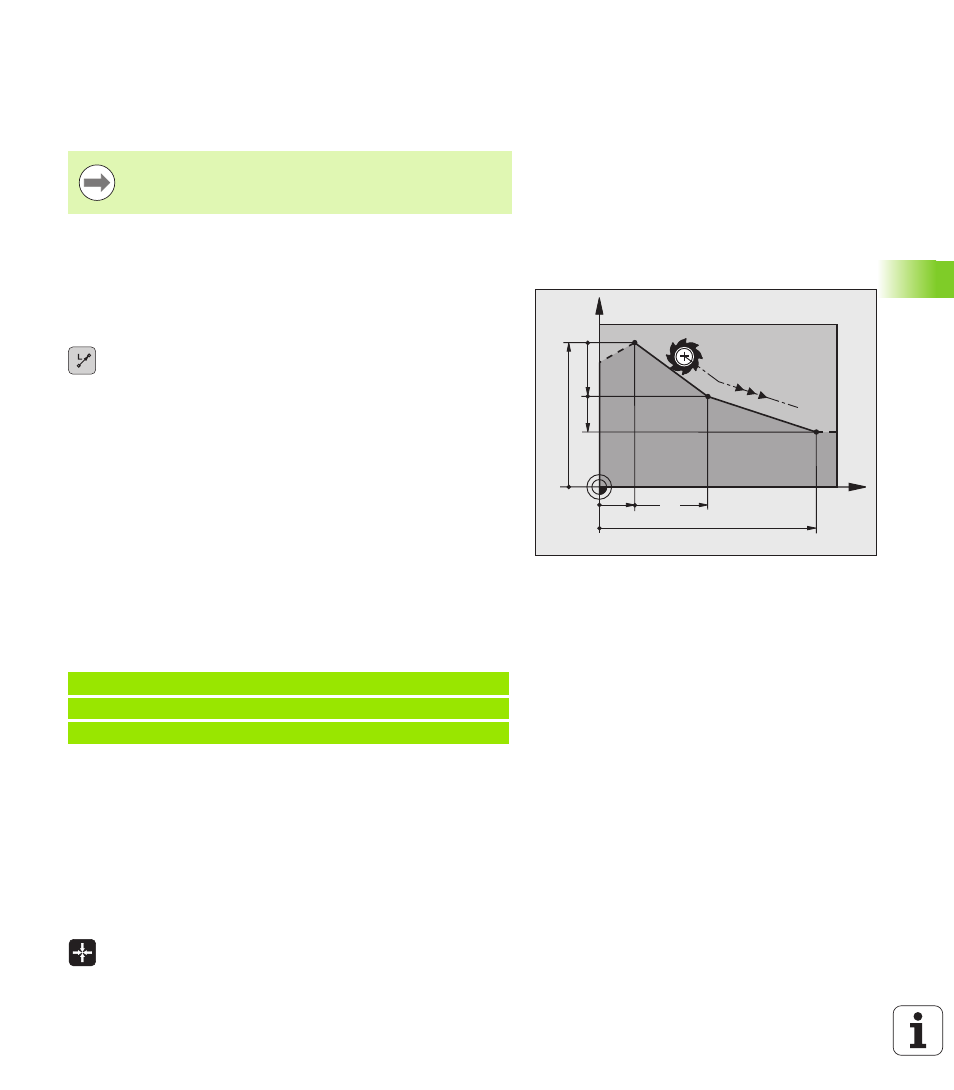
X
Y
60
15
40
10
10
20
N70 G01 G41 X+10 Y+40 F200 M3 *
N80 G91 X+20 Y-15 *
N90 G90 X+60 G91 Y-10 *