Инструкция по эксплуатации HEIDENHAIN TNC 320 (340 55x-04) ISO programming
Страница 271
HEIDENHAIN TNC 320
271
9.4
Д
о
по
л
н
ител
ьны
е
фу
н
кц
и
и
траект
о
рии
ко
н
тур
а
Предварительная обработка кадров с
коррекцией на радиус (LOOK AHEAD): M120
Стандартная процедура
Если радиус инструмента больше выступа контура, по которому
следует перемещаться с поправкой на радиус, ЧПУ прерывает
отработку программы и выдает сообщение об ошибке. M97
(смотри „Обработка небольших выступов контура: функция M97”
на странице 266) подавляет сообщения об ошибке, но маркирует
выход из материала и дополнительно смещает положение угла.
ЧПУ может повредить контур при фрезеровании деталей с
радиусом меньше радиуса фрезы.
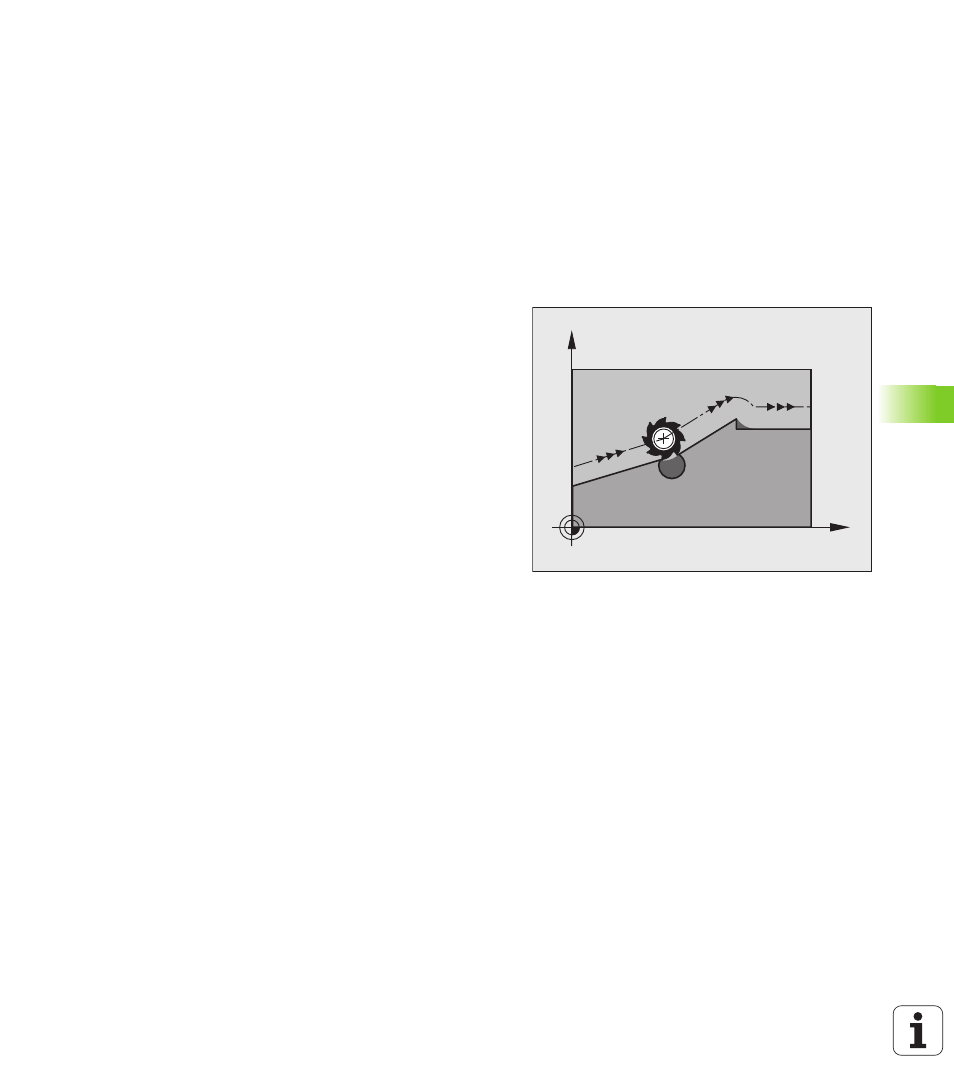
Процедура работы с M120
Система ЧПУ проверяет контур, обрабатываемый с поправкой на
радиус, на наличие на нем поднутрений и выступов и заранее
рассчитывает траекторию инструмента, начиная с текущего
кадра. Места, в которых инструмент мог бы повредить контур,
остаются необработанными (на рис. отмечены темным цветом).
M120 можно также применять для дополнения поправкой на
радиус данных оцифровки или данных, созданных внешней
системой программирования. Таким образом, можно
компенсировать отклонения от теоретического радиуса
инструмента.
Количество предварительно рассчитываемых системой ЧПУ
кадров (максимум 99) определяется с помощью LA (англ. Look
Ahead: смотрите вперед) после M120. Чем больше количество
кадров, выбранных оператором для предварительного расчета,
который должен выполняться системой ЧПУ, тем медленнее
осуществляется обработка кадров.
Ввод
Если в кадре позиционирования вводится M120, то ЧПУ
продолжает диалог для этого кадра и запрашивает количество
кадров LA для предварительного расчета.
X
Y