Круговая траектория c с центром окружности cc – Инструкция по эксплуатации HEIDENHAIN TNC 320 (340 55x-04) ISO programming
Страница 163
HEIDENHAIN TNC 320
163
6.4
Движ
ение
по
траект
ории
–
декар
товы
к
оор
динаты
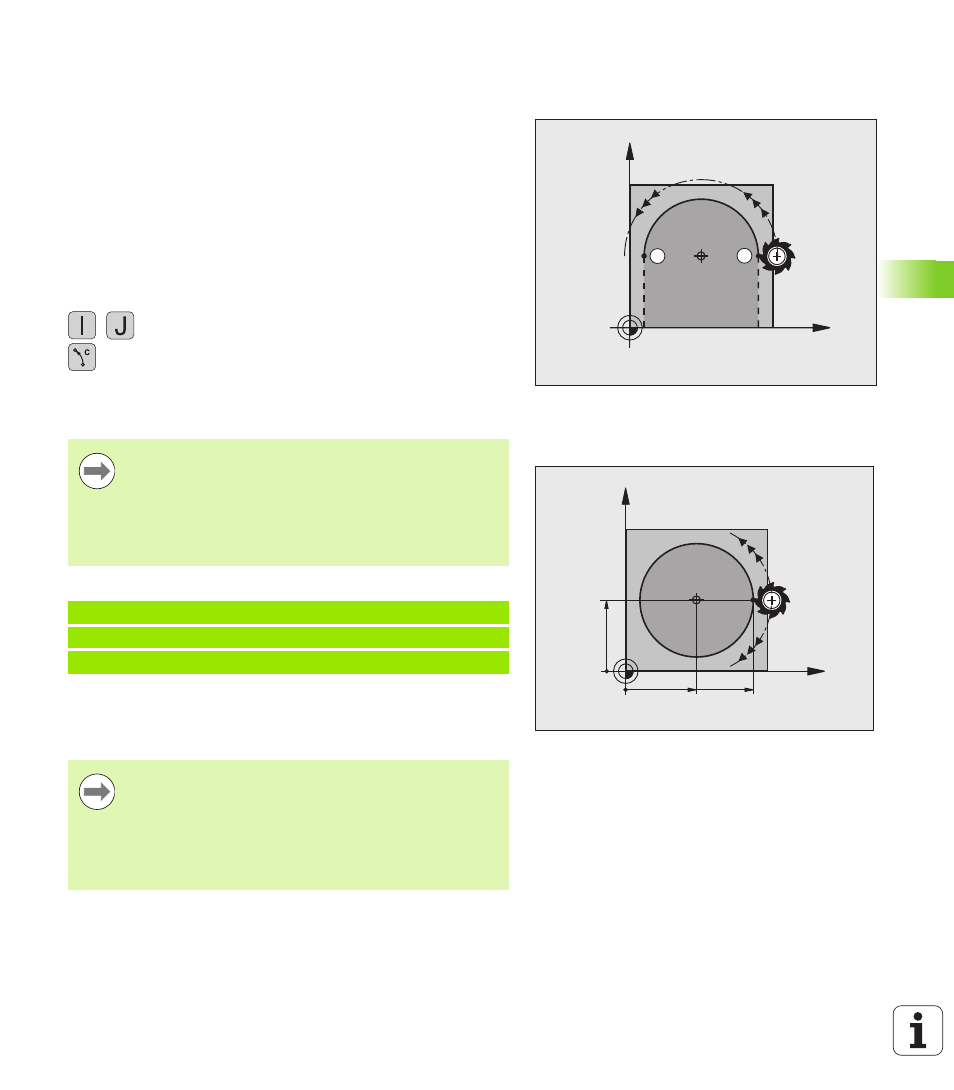
Круговая траектория C с центром
окружности CC
Перед программированием круговой траектории задайте центр
окружности I, J. Последняя запрограммированная перед круговой
траекторией позиция инструмента является ее точкой старта.
Направление вращения
По часовой стрелке: G02
Против часовой стрелки: G03
Без указания направления вращения: G05. Система ЧПУ
перемещается по круговой траектории с последним
запрограммированным направлением вращения
U
Переместите инструмент в точку старта круговой траектории
U
Введите координаты центра окружности
U
Введите координаты конечной точки дуги
окружности, если необходимо:
U
Подача F
U
Дополнительная M-функция
Примеры NC-кадров
Полная окружность
Задайте для конечной точки те же координаты, что и для точки
старта.
S
E
X
Y
CC
X
Y
25
45
25
CC
DR+
DR
Система ЧПУ выполняет круговые перемещения, как
правило, в активной плоскости обработки. Если
программируются окружности, не лежащие в активной
плоскости обработки, например, G2 Z... X... для оси
инструмента Z с одновременным вращением, система
ЧПУ выполняет движение по пространственной
окружности, т.е. в 3 осях.
N50 I+25 J+25 *
N60 G01 G42 X+45 Y+25 F200 M3 *
N70 G03 X+45 Y+25 *
Точка старта и конечная точка движения по
окружности должны лежать на круговой траектории.
Допуск ввода: не более 0,016 мм (выбирается через
машинный параметр circleDeviation).
Наименьшая окружность, по которой может
производиться перемещение - 0,0016 мкм.