Эксплуатация, H35 в качестве плазмообразующего газа / n, В качестве защитного газа – Инструкция по эксплуатации Hypertherm MAX200 Hand Torch Plasma Arc Cutting System
Страница 93
MAX200
Инструкция по эксплуатации
4-23
14
Эксплуатация
Задать значение давления плазмообразующего газа на входе в 8,3 бар.
Задать значение давления защитного газа на входе в 6,2 бар.
Примечание. Рекомендуется использование датчика исходной высоты; рекомендуемая максимальная толщина прожига
составляет 10 мм.
При длине проводов свыше 50 футов увеличить давление TEST (проверка) на 5 фунт/кв.дюйм на каждые дополнительные
50 футов длины проводов резака.
* Не рекомендуется выполнять промышленную резку материала толщиной свыше 10 мм.
SSA 100 H35-N2
1/8
3/32
2.5
130
50
1260
0.0
3/16
1/8
3
135
40
1060
0.5
1/4
1/8
3
140
35
890
0.5
3/8
1/8
3
140
30
750
0.5
1/2
1/8
3
145
25
630
*
3
2,5
3/32
130
1260
50
0,0
5
3
1/8
135
1060
40
0,5
6
3
1/8
140
890
35
0,5
10
3
1/8
140
750
30
0,5
12
3
1/8
145
630
25
*
20
32-36
56-60
270
60
4,0
9
2,2-2,5 3,9-4,1
127
Давлени
е
защитно
го газа
Толщина
материала
Значение
дугового
напряжения
Прим.
время
задержки
перемещения
Провер
ка (бар)
Пуск
(бар)
(мм)
(мм)
(дюйм.)
(В)
(мм/мин) (дюйм/мин)
(сек)
Скорость
потока
плазмоо
бразующ
его газа
(SCFH)
Давление
плазмообразующ
его газа
Скорость
потока
защитно
го газа
(л/мин)
Расстояние
между резаком
и изделием
Скорость перемещения
(бар)
Давлени
е
защитно
го газа
Толщина
материала
Значение
дугового
напряжения
Прим.
время
задержки
перемещ
ения
Провер
ка (psi)
Пуск
(psi)
(psi)
(дюйм.)
(дюйм.) (мм)
(В)
(дюйм/мин)
(сек)
Расстояние между
резаком и
изделием
Скорость перемещения
Скорость
потока
плазмоо
бразующ
его газа
(SCFH)
Давление
плазмообразующ
его газа
Скорость
потока
защитног
о газа
(SCFH)
(мм/мин)
Метрическая система
Британская система
Низкоуглеродистая сталь – сухая резка
100 а
•
H35 в качестве плазмообразующего газа / N
2
в качестве защитного газа
К преимуществам этой комбинации газов относится хорошая скорость резки; однако возможно образование
большого количества окалины. Возможно некоторое азотирование и окисление поверхности легирующих
элементов.
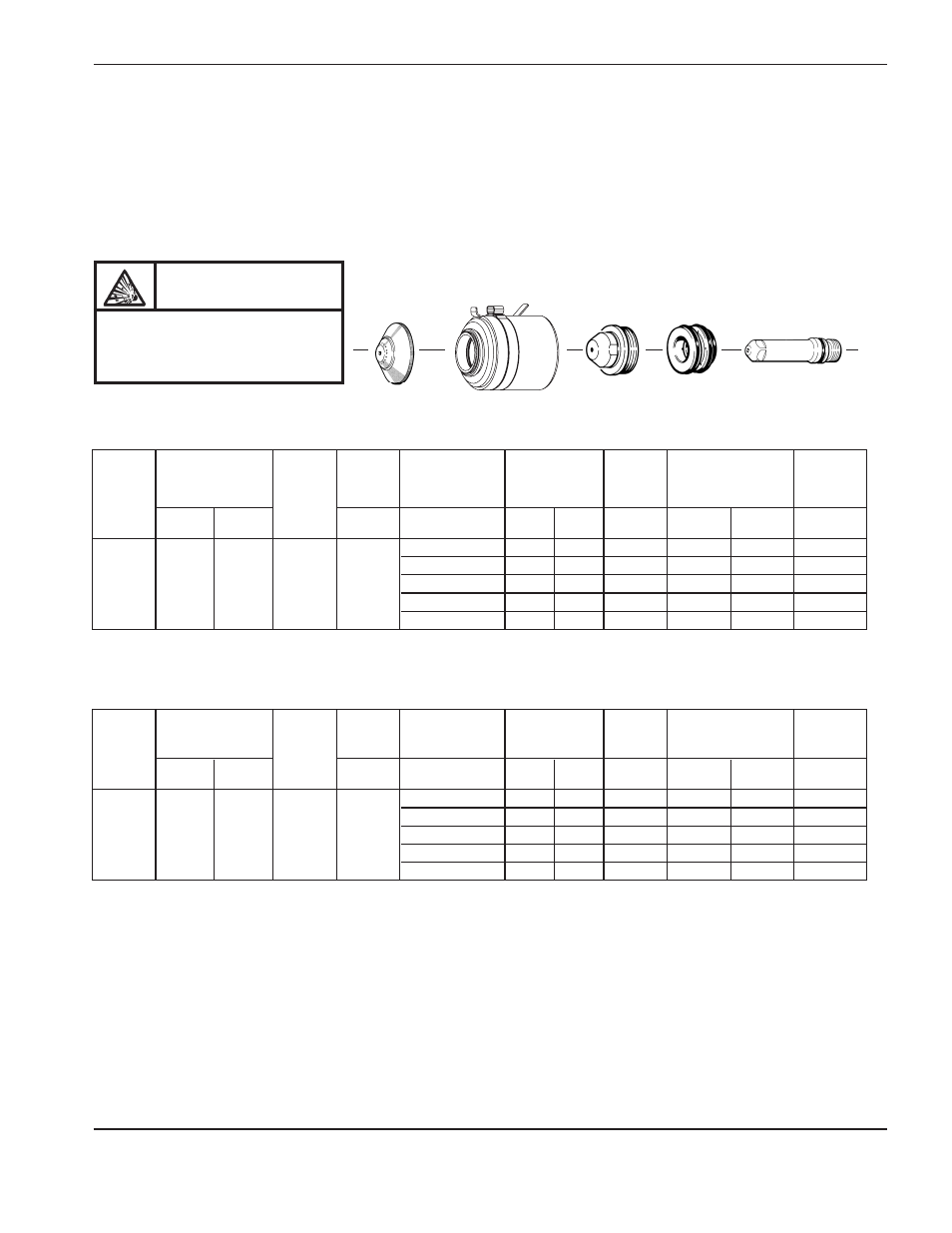
020448
Защитный
экран
020611
Сопло
120837
Кожух
020415
Электрод
020607
Завихритель
пРЕДупРЕЖДЕНиЕ
Не допускается использование
водяного глушителя при резке
смесью аргон-водород!